等离子熔覆设备哪家好-熔覆设备-泰安正大焊机有限公司
. 为什么激光焊接(熔覆)变形小:主要是熔铸区域小,过渡区域小,收缩量小。那么材料在收缩过程中所产生的收缩力,不足以使整个机体变形。这就是所谓激光熔覆不变性的原因(所以当机体尺寸过小时同样会产生变形)这也是激光焊接(熔覆)的优势。那么这种焊接应力到哪里去了呢?它主要是释放到熔铸区域和过渡区域了。那么这就产生了两个问题。一是熔铸区容易产生裂纹,熔覆设备,所以激光熔覆对材料的延展性要求比较高,如镍基粉末;二是过渡区应力大,由于激光焊接过程中加热快冷却快,产生的过渡区尺寸过小,造成这一区域应力集中,这就影响了激光焊接(熔覆)的结合效果。特别是在基体与焊材机械性能相差较大时,倾向更严重,甚至产生脱落现象,等离子堆焊熔覆设备,这就要求在激光熔覆时格外注意过渡层的材质和厚度设计。






使用激光熔覆技术能在低级材料上涂覆一种具有某种功能的特殊材料,已被广泛地应用来****基材的表面性能。涂层功能已从传统的*损、*腐蚀、涂层发展到*冲蚀、*冲击、绝热及其它功能涂层,例如生物陶瓷涂层和****电接触特性涂层。显然,综采支架等离子熔覆设备,单一的材料不能满足所有上述的目的和用途。

因此,可供选用的熔覆材料具有一个庞大的体系。从****初选用的Ni基、Co基和Fe基自熔合金逐步发展到在这些自熔合金中加入各种高熔点的碳化物、氮化物、硼化物和氧化物陶瓷颗粒形成的复合涂层,甚至纯陶瓷涂层、各种合金、不锈钢、*等。基体材料有铁基、有色合金(如铜、铝基)等。熔覆材料的选择基于服役条件、基体材料、熔覆工艺和成本等诸因素。熔覆层的性能取决于自身的成分、*、相结构和熔覆工艺等。
数控等离子熔覆机,焊接自动化设备随着产品种类的增多及对产品质量要求的不断****,对焊接工艺要求起来越高,所以许多原来有人工焊接的产品对焊接自动化设备的需求及要求也越来越多.
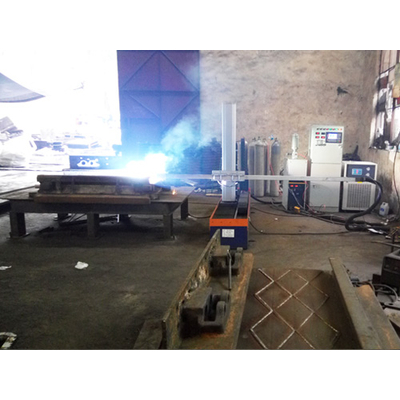
自动化设备工程应用特点:
1、工件在工位上的*:根据需方产品的实际情况,轴向及圆周方向均以某一管接的孔(或管接头)作为基准。
2、工件的上下料(上下线)采用人工模式,等离子熔覆设备哪家好,附件的上料为人工理料、自动上料。
3、焊接为自动焊接,焊枪做多自由度运动,工件可作旋转运动,以达到所需位置的焊缝。
4、采用PLC(可编程逻辑控制器)控制整个自动生产过程,触摸屏作为人机操作界面,气缸和电机配合执行自动动作。







