医疗导丝焊接微束等离子精密焊接机
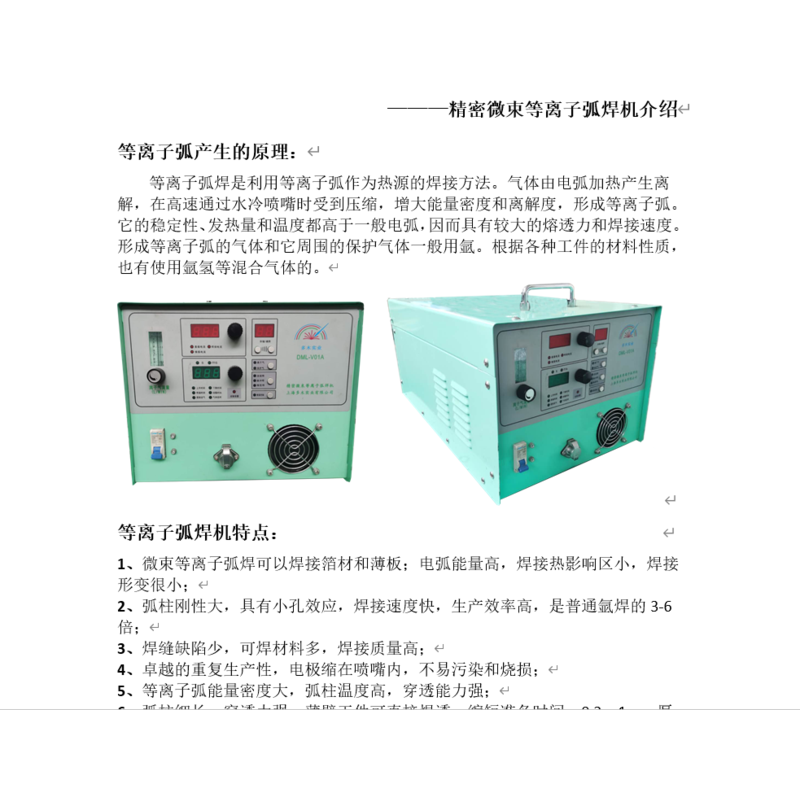
等离子弧产生的原理:
等离子弧焊是利用等离子弧作为热源的焊接方法。气体由电弧加热产生离解,在高速通过水冷喷嘴时受到压缩能量密度和离解度,形成等离子弧。它的稳定性、发热量和温度都高于一般电弧,因而具有较大的熔透力和焊接速度。形成等离子弧的气体和它周围的保护气体一般用根据各种工件的材料性质,也有使用氢等混合气体的。
等离子弧焊机特点:
1、微束等离子弧焊可以焊接箔材和薄板;电弧能量高,焊接热影响区小,焊接形变很小;
2、弧柱刚性大,具有小孔效应,焊接速度快,生产是普通焊的3-6倍;
3、焊缝缺陷少,可焊材料多,焊接质量高;
4、的重复生产性,电缩在喷嘴内,不易污染和烧损;
5、等离子弧能量密度大,弧柱温度高,穿透能力强;
6、弧柱细长,穿透力强,薄壁工件可直接焊透,缩短准备时间,0.3~1mm厚度钢材可不开坡口,能一次焊透双面成型(即:单面焊双面成型),应力变形小。
DML-V01A主机参数
|
精密微束等离子弧焊机 |
|||
|
技术参数型号 |
DML-V01A |
||
|
连续焊 |
脉冲焊 |
精密脉冲焊 |
|
|
维弧电流 (A) |
2.0-5.0 |
2.0-5.0 |
2.0-5.0 |
|
焊接电流 (A) |
0.1-40 |
0.1-40 |
0.1-40 |
|
基值电流 (A) |
0.1-40 |
0.1-35 |
- |
|
上升时间 (s) |
0.0-5.0 |
0.0-5.0 |
- |
|
下降时间 (s) |
0.0-5.0 |
0.0-5.0 |
- |
|
焊接时间(ms) |
- |
1-500 |
1-500 |
|
间隔时间(ms) |
- |
10-500 |
|
|
提前送气(s) |
0-10 |
0-10 |
0-10 |
|
气体s) |
0-20 |
0-20 |
0-20 |
|
离子气(L/min) |
0.25-2.5 |
||
|
保护气(L/min) |
1-25 |
||
|
输入电压 (V) |
AC220V,50HZ |
||
|
额定输入容量 (KVA) |
1.1 |
||
|
负载持续率 (%) |
60% |
||
|
重量(KG) |
28 |
||
|
电源外形尺寸 (mm) |
590*330*300 |
||
超薄壁管子微束等离子弧焊接具有以下优点:
1、焊接的带材厚度比弧焊小,通常厚度为0.3~0.5mm,不需卷边就能焊接,焊接质量好。
2、在管子连续自动焊接时,等离子弧长的变化对焊接质量影响不大,这点与弧焊不同弧焊弧长变化对焊接质量影响很大。
3、在焊接电流很小时(小于3A),微束等离子弧稳定性好,而弧有时游动,稳定较差。
4、微束等离子弧由于热量集中,焊接速度高于弧焊,生产率高。
5、能焊接多种金属,包括不锈钢、有色金属和难熔金属等。
应用领域:
1、电子、电器元件(热电偶、马达、矽钢片、)
2、仪表仪器、医疗设备 (金属波纹管、精密仪表元件等)
3、金属的焊接(如钛、镍、钼等特殊金属也能实施焊接)
4、飞机及航空航天 (飞机配件、空间站配件、继电器、气体传感器等)
超薄壁管子连续自动微束等离子弧焊接,类似于封闭压缩弧焊过程。在焊接模套和焊枪之间安装绝缘套,使等离子焊枪与金属零件可靠绝缘,同时把保护气封闭在一个小室中,超薄壁管子微束等离子弧焊工艺参数较弧焊多,除了焊接电流、焊接速度、保护气体流量外,还有工作气体的流量、保护气体的成分、保护气体流量与工作气体流量之比等,这些参数均影响焊接质量。经验表明,影响超薄壁管子生产率的主要的工艺参数是焊接电流、工作气体的流量和喷嘴小孔直径等。
|
|