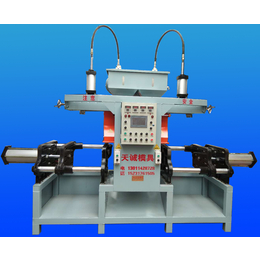
7060双工位水平覆膜砂射芯机







| 设备工位 | 双 |
| 砂头数量 | 双 |
| 气缸和行程 | 200*500 |
| 温度转制 | 220°c |
| 砂斗容量 | 50kg |
HS7060型双立柱壳芯机的优点:
1、在双模基础上配备2套*的射芯机构及电气控制,用户可根据不同模具分别设置不同工作参数,选择单工位运行,双工位同时或间隔运行,****大****了设备的使用空间及工作效率。客户仅用一半的价格,可获得完全等于两台设备的效果,且节省一名操作工人,在市场上均获得较好的使用评价。
2、加强结构强度,适用于具有较大厚度或重量的芯盒,*了合模气缸直径及行程,*模板及立板厚度以保证较大芯盒的合模精度及支撑力。其模板的导向*采用内侧4根导向轴,并配合下方2根滑辊承重,此设计的优点还在于安装较大的芯盒时不受导向杆位置制约,并方便更换模具及取芯。
3、可根据用户需要制作单工位型号。
射芯机射砂方法生产的砂芯质量好,过程容易实现自动化,所以射芯机造芯工艺很久就得到应用,具有生产周期短、质量好、成本低、噪声较低等优点,所以应用日益广泛。小编为您讲述射芯机制芯工艺中射砂的过程。
射砂过程很快,在小型射砂机上从射秒开始,压缩空气进入射砂筒到芯盒填满,仅需0.3—0.5s。在射砂简小气压达到前后,已基本射完,芯盒已经填满。射砂过程大致可以分成以下3个阶段。
1、射前期
快速进气阀订开后,射砂筒内气压上升的****初阶段,型砂尚不能射出,到了气压****到一定程度,型砂才能从射孔射出。射前期的时间很短,为0.008—0.011s,射砂7r始的。简内气压约为50kPl。
2、自由射砂阶段
砂粒由气流推动,由射孔射出填人芯盒。这一阶段的特点是砂粒是以气砂流形式穿过空间填入芯盒,自由射砂阶段时间不长,为0.3—0.5s,接近80%—90%的芯(型)砂在这一阶段填入芯盒。
3、压砂团紧实阶段
芯盒基本射满后,自由射砂阶段结束,但芯砂进入芯盒的运动并未停止,在射砂头内气压与芯盒上部气压差的推动下,芯砂继续向芯盒填充,射孔中原来是稀疏的气砂流,这时成为砂团互相推压的密集流。这一部分后推入的型砂称做压砂团,它可使芯盒上部的型砂紧实度继续****。
射芯机的铸造原理
射芯机相关铸造原理分析:熔模表面粗糙度与所用压型表面粗糙度、压制方式(糊状模料压制或液态模料压制)和压制工艺参数选择有关密切关系。
射芯机糊状模料压制时,压型表面粗糙度时,熔模表面粗糙度为,低*,压型表面粗糙度时,熔模表面粗糙度降为。但当压型表面粗糙度继续降低为时,由于糊状模料表面张力等作用,熔模表面粗糙度!仍为,不再降低。即糊状模料压注时,熔模表面粗糙度。要使熔模表面更光,表面粗糙度更低就必须采用液态压注法,表明用这种压制方法时,熔模表面粗糙度可降低到。
双工位射芯机是一种****率高机械化程度新颖的制芯机械,它的工作原理是将覆膜砂射入加热后的芯盒内,砂芯在热的芯盒内很快固化一定厚度,将之取出,得到表面光滑,尺寸*的****产品,省工省时,操作简单方便,自动工作转换,一人同时操作两个不同模具。
此款射芯机为垂直分型射制砂芯及外形。整机结构主要由四大零部件组成。1. 立柱部件:主要由横梁、立柱构成设备的上部构架。在横梁上安装有砂筒、砂斗、砂阀部件、压紧缸等零部件构成制芯的供砂、供气系统。2. 射砂装置:包含有砂筒、气阀、砂筒架、射头、射砂板等零部件组成。工作时由压紧缸将砂筒压紧在芯盒的上平面上,打开射砂阀进行射砂。排气射砂完毕,松开压紧缸(退回原始位置)完成射砂、加砂工作。3. 模架部件:主要由动模板、左右支架板及导柱、导套、顶杆、合模缸等零部件组成。(1)整个模架由左右支架板安装在底座上。(2)动模板在合模的推拉下沿导柱左右移动完成合模、开模的制芯过程。动模板在开模时由定模板上的顶杆顶在顶芯板上砂芯被顶出,手工轻易就可取出。(3)底座:整个设备的支撑、模架、立柱、电控箱、电磁阀等安在其上。
水平射芯机的想、介绍
◆水平分型,四立柱导向,开合模平稳可靠,适用于各类缸体缸盖水套芯、端盖芯、曲轴箱芯及壳型等。
◆有上顶芯装置,确保砂芯留在下型,下顶芯接芯取芯。
◆射咀可采用插入式,减少浪费和清理工作量。
◆射头在射砂后自动移开,同时自动加砂,射板无需水冷。
◆加热方式:电加热。
◆射头内设挡砂装置,在更换射板时,射头内的余砂不会漏下。
◆整机传动采用气压,使射芯机动作平稳可靠。
◆控制部分,操作简单。用户可根据操作说明书操作
◆上砂机为气动装置