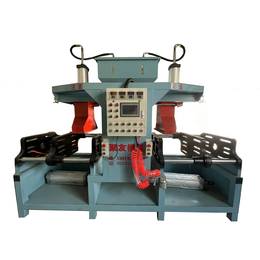
6040双工位射芯机
¥23000元/台
中国 河北 沧州 泊头市
来电请说明在第一枪看到,谢谢!










| 设备工位 | 双 |
| 砂头数量 | 双 |
| 气缸和行程 | 160*500 |
| 水平/垂直 | 垂直 |
| 砂斗容量 | 40kg |
射芯机生产*,砂型尺寸*,可适当减少加工量。操作简便,铸件成品率高。更多铸造厂更青睐于使用射芯机造型。
射芯机的射砂装置:包含有砂筒、气阀、砂筒架、射头、射砂板等零部件组成。工作时由压紧缸将砂筒压紧在芯盒的上平面上,打开射砂阀进行射砂。排气射砂完毕,松开压紧缸(退回原始位置)完成射砂、加砂工作。
双工位直杠射芯机,是一种四柱开闭式结构,全自动、手动操纵的热芯盒制芯设备,适用质量小于3.2千克的砂芯。金通双工位直杠射芯机的工作原理是将干树脂砂射入加热的芯盒很快硬化到一定的程度将之取出,得到表面光滑、尺寸*的****砂芯成品。
金通双工位直杠射芯机电控系统可按客户需求采用plc、数显触摸屏等****电子器件,性能稳定、安全可靠。
金通双工位直杠射芯机,采用双工位设计,开合模垂直分型,一次可射2副模具。双开模结构设计可同时满足两副不同模具的一次成型,大大****了生产*,双工位射芯机采用热芯盒成型技术,模温数显,工艺参数可调,采用*性滑板,安装模具尺寸在一定范围内无****可调,适用于尺寸跨度较大模具的生产。
金通双工位直杠射芯机特点:两个射头采用射砂筒往返直线移动完成加砂和射砂动作。根据用户模具不同两个射头既可以同时动作又可以单个运行动作,可以同时安放两付不同模具,又可以一边安放一付不同模具进行生产,操作方便快捷,生产率高。
在使用双工位直杠射芯机时,还需要我们正确的掌握操作流程,这样才能延长双工位射芯机的使用寿命。下面给大家介绍正确的操作流程:
A.双工位射芯机操作者按下按钮可顺序完成以下动作:
合模---射筒移动前进---压紧---射砂---排气---松开---射筒移动复位---*固化后开模---顶出砂芯---(操作者)取出砂芯。
B.检查砂斗(储砂斗)的砂位,加满砂芯。
C.接通电源:打开电器箱上的电源开关,检查电源是否正常。
D.接通电源:打开气源截止阀,检查压力是否正常。若发现异常,应立即检查调整,将压力调整至正常值。
E.加热方式:为电加热。模具加热,预热前先检查模具安装是否正确,检查电热管进线的绝缘情况是否良好,如有漏电立即停机检查维修,并将模具处于合模状态。将加热固化按钮按下,开始加热固化。加热温度的设定。可调节数显式温控仪表分别设定动模和定模的温度,可在0-300℃的范围内调节。模具的加热温度应按工艺要求来决定,一般为200-260℃之间为宜。
F.对各运动部件加注润滑油。
产品介绍:
设备为双工位双射头射芯机,双开模结构设计可同时满足两副不同模具的一次成型,大大****了生产*,双工位射芯机采用热芯盒成型技术,模温数显,工艺参数可调,采用*性滑板,安装模具尺寸在一定范围内无****可调,适用于尺寸跨度较大模具的生产。
产品优点:采用双工位设计,开合模垂直分型,一次可射2副模。
产品参数:加热方式:电加热 操作方式:手动/自动 定模厚度(mm):225 系统压力:0.55-0.70
产品原理:采用双工位设计,开合模垂直分型,一次可射2副模具
应用领域:适用于尺寸跨度较大模具的生产
以上内容为6040双工位射芯机,本产品由泊头市恒盛模具有限责任公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报