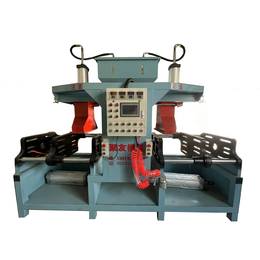
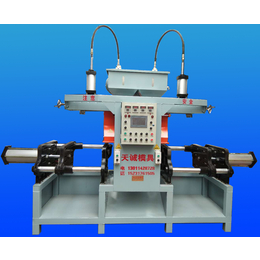
我公司****生产型号8080双工位垂直射芯机






| 设备工位 | 双 |
| 水平/垂直 | 垂直 |
| 温度转制 | 220°c |
| 砂斗容量 | 100kg |
| 气缸和行程 | 250*500 |
快速射芯机的*操作注意事项
射芯机制造砂芯等成品的主要的加工机器,通过它加工赶出来的产品不管是在质量上还是在效率上都占有很大的优势,所以很大的生产厂家都选择它来使用。但是在我们的使用中不注意就会造成很多的麻烦,所以掌握以下使用技巧和注意事项是很重要的事情,在以前我们已经了解到很多它的使用方面的技术问题,泊头市恒盛机械模具有限公司就针对在它使用时候不注意的一些小的注意要点来跟大家分享一下,希望大家能够在以后的使用中注意到。
一、必须穿戴好防护眼镜等防护用品。
二、检查射芯机及通风装置,确保正常完好。
三、检查芯盒、射砂板、射砂头、射砂筒、闸门板等工装设施,确保光洁完好,相互之间装配要牢固可靠。
四、合闸通电加热前,要开启水冷射砂板水源,同时检查加热装置及有关电气设施,确保安全可靠。
五、开车前,开启通风装置,同时放储气包内积水,然后打开气源,空载试车,确信动作正常方可使用。
六、操作时,严禁手触芯盒,以防*,夹伤手指。
七、必须保证射砂筒有足够的芯砂(一般不少于2/3射砂筒容积)方可射砂,严禁无砂空射。
八、射砂时,操作人应避开分盒面分盒,以防分盒面密封不良喷砂伤人。
九、从芯盒中拿取砂芯及对射砂板扎通砂孔时,必须戴好手套,以防*手。从芯盒取出的砂芯要堆放整齐,****倒塌。
十、工作完毕,要及时清理射砂筒,射砂头和砂斗内残砂,清理芯盒和射芯机的结砂,清理工作场地,确保工作场地整洁。
射芯机可以满足壳芯砂生产的需要,而且因为生产*、可以节省部分人工费用等优势,受到业界的欢迎。为了能更好的了解和使用射芯机,下面就让射芯机厂家带领我们先来认识一下射芯机的三大组成部分
一、射砂装置:包含有砂筒、射头、砂筒架、射砂板、气阀等零部件组成。工作时由压紧缸将砂筒压紧在芯盒的上平面上,打开射砂阀进行射砂。排气射砂完毕,松开压紧缸(退回原始位置)完成射砂、加砂工。
二、模架部件:主要由动模板、左右支架板及导柱、导套、顶杆、合模缸等零部件组成。
1、动模板在合模的推拉下沿导柱左右移动完成合模、开模的制芯过程。动模板在开模时由定模板上的顶杆顶在顶芯板上砂芯被顶出手工轻易就可取出。
2、整个模架由左右支架板安装在底座上。
3、底座:整个设备的支撑、模架、立柱、电控箱、电磁阀等安在其上。
4、底座:整个设备的支撑、模架、立柱、电控箱、电磁阀等安在其上。
三、立柱部件:主要由横梁、立柱构成设备的上部构架。在横梁上安装有砂筒、砂斗、砂阀部件、压紧缸等零部件构成制芯的供砂、供气系统。
射砂装置、模架部件和立柱部件共同构成了射芯机,虽然表面上射砂装置似乎直接关系到射芯质量的好坏,但事实上所有的部件对于射芯机铸造出****铸件都同样重要,缺一不可。
全自动热芯盒射芯机主机采用钢结构件,用型钢及钢板焊接而成,具有足够的刚度和强度,确保各部件平稳、安全。
全自动热芯盒射芯机主机根据射芯制造工艺,分为供砂、射砂、模板装置、控制四大系统,含有供砂、射砂、砂筒移动、清理模具等装置,还有气动控制、加热结构、温度监测系统。
全自动热芯盒射芯机由PLC可编程序控制器自动控制设备工作的全过程。
设备的动作顺序说明。
设备的动作可以是手动的,也可以是单周自动。自动时的动作顺序,由PLC程序来控制。
1、生产砂芯
合模→砂筒前进→压紧→射砂→排气→松开→砂筒后退──────→开模→ 取芯(人工)固化计时(*)时间到
热芯盒全自动射芯机是采用覆膜砂射制砂芯设备。可射制各种模板尺寸范围内和射砂重量范围内的实心砂芯。本机涉及两个射头采用射砂筒往返直线移动完成加砂和射砂动作。根据用户模具不同两个射头既可以同时动作又可以单个运行动作,可以同时安放两付不同模具,又可以一边安放一付不同模具进行生产,本设备所有动作由PLC自动控制。操作方便快捷,生产率高。采用热芯盒腹膜砂保证砂芯质量。本机开合模方式为垂直分型,可设中间定模,左右开合模,由四根贯通式导轴连接左右部分模板及模板支架,动模左右各有一套开合模气缸,可分别安装两付模具,由动模沿四根贯通式导轴左右合模来完成。开模到位撞上死顶杆,即顶出砂芯。设备配有报警射灯等安全装置。