黄南小型高频焊接机操作流程推荐「在线咨询」









高频感应加热焊机常用夹紧装置的分类
工件在采用高频感应加热焊机进行焊接热处理时,为了使工件在定位件上所占有的规定位置保持不变,就要用夹紧装置将工件夹紧,这样才能保证工件的定位基准与夹具上的定位表面可靠接触,防止装焊过程中移动或变形。
夹紧装置种类很多,有各种分类法。按原始力来源分为手动和机动两大类。机动的又分:气压夹紧、液压夹紧、气-液联合夹紧、电力夹紧等,此外还有用电磁和真空等作动力源的。
按夹紧装置位置变动情况分,有携带式和固定式两类。前者多为能*使用的手动夹紧器,其功能单一,结构简单、轻便,用时可搬到使用地点;后者安装在夹具体预定的位置上,而夹具体在车间的位置是固定的。
按夹紧机构分,有简单夹紧和组合夹紧两大类。简单夹紧装置将原始力转变为夹紧力的机构只有一个,按力的传递与转变方法不同又分成斜楔式、螺旋式、偏式和杠杆式等夹紧装置;组合夹紧装置是由两个或更多个简单机构组合而成,按其组合方法不同又分成螺旋-杠杆式、螺旋-斜楔式、偏心-杠杆式、偏心-斜楔式、螺旋-斜楔-杠杆式等夹紧装置。
夹紧装置的种类有很多,不同的夹紧装置适合不同的工件。因此,在选择夹紧装置时,我们应考虑工件规格、夹紧装置的特点等因素,进而选择出适合自己工件类型的夹紧装置。

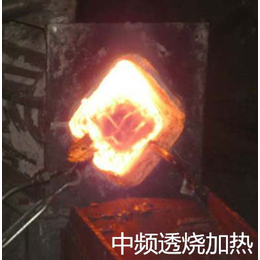
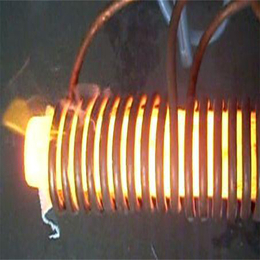
高频焊机是高频感应加热设备的其中一种,它不但可以对各种金属材料进行扦焊,而且还可以对各种金属材料进行热加工、热处理、熔炼等.
焊接应用范围相当广泛,如例如:钨钢、合金钢等硬质合金刀头焊接,车刀、铣刀、钻头及锯片均可;各种规格的铁件、铜件、铝件、不锈钢件等;银触点、波纹管、电磁阀、管接头、钢带等;平面、端面、缝隙、对接、缺损等等.
其焊条焊材的适用性较多,如:黄铜焊条、紫铜焊条、磷铜焊条、铅铜焊条、铝焊条、铜铝焊条、银焊条、银焊片及锡条、锡丝等.

高频感应焊接设备焊接H型钢:
将分流器端片(T型材、H59-1黄铜)两件与电阻片(厚1.5、宽20、长45,锰铜板)5片;以高频加热的方式;用铜磷焊料焊接;要求:钎焊过程≤1min,*解决:定位和焊接问题(以往钎焊过程采用气焊方法)。主要技术经济指标:焊后产品表面无氧化,焊接质量高于气焊;端片与电阻片焊接可靠,焊接无熔化及变形;保证分流器的电阻性能;生产效率提高两倍.
高频焊接轻型H型钢的技术特点是:(1)焊接速度快,可达到18-45m/分;(2)热影响小,容易控制H型钢变形;(3)可焊接不同材质组合的H型钢;(4)可实现微张力生产,减少焊接应力。技术水平:(1)截面尺寸精度高;(2)截面性能优良;(3)截面尺寸可按用户要求定制的特点。
规格、材质一致时热轧H型钢完全可代替焊接H型钢,并且前者比后者质量有保证。一般情况下,在结构设计时,对多高层建筑宜采用热轧H型钢,对门式刚架结构的轻钢厂房,选用高频感应焊接设备焊接变截面H型钢,小型高频焊接机操作流程,其用钢量指标更好一些,但工程造价并不能节省多少,其原因在于热轧H型钢的加工量要小、工期稍短,如果计算其综合经济效益(包括工程投入使用后),在工期起决定性作用的情况下,可选择热轧H型钢,但当工期要求不严格或某些形象工程,是可本着节约资源的原则选用焊接H型钢。

黄南小型高频焊接机操作流程推荐「在线咨询」由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司位于河南省郑州市高新区玉兰街16号。在市场经济的浪潮中拼博和发展,目前领诚电子在电热设备中享有良好的声誉。领诚电子取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。领诚电子全体员工愿与各界有识之士共同发展,共创美好未来。同时本公司还是从事钢筋在线退火设备,铜棒料在线退火设备,钢棒在线退火设备的厂家,欢迎来电咨询。