领诚公司(查看)-铁岭链轮淬火机优点









吊具采用高频淬火炉进行热处理的工艺分析及实施要点
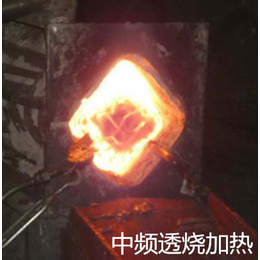
吊具采用高频淬火炉进行热处理,影响热处理效果的因素有很多,如热处理工艺、原材料等。在这些因素中,影响是热处理工艺。因此,掌握工件的热处理工艺是非常重要的。今天呢,我们就一起看看吊具的热处理工艺及实施要点。
1、35CrMo和42CrMo为低合金结构钢,内部的合金元素能明显提高淬透性,它们属中等含碳量,因此其经过调质处理后,可获得优良的综合力学性能,可满足服役条件的需要。
2、调质处理时应当避免加热过程中的氧化脱碳的产生,否则将直接影响到表面硬度,导致热处理后内外硬度不一致,造成内应力的*;另一方面则*拉强度等不能满足服役的需要,而出现早期的断裂等。
3、加热温度应当考虑到具体的热处理效率、冷却状态等几个方面的问题,必要时进行正交法设计,将晶粒度、表面和内部金相组织、硬度等作为验证工艺的重要依据,来制订正确的调质处理工艺。
4、台阶处的淬火应迅速,避免二次加热,以免出现二次淬火而增加脆性,同时应及时采用高频淬火炉进行回火处理,消除淬火应力的作用。
本文简单介绍了吊具的热处理工艺与实施要点,希望对您的工作有所帮助。如果您想了解更加详细的信息,您可以看看热处理方面的书籍,链轮淬火机优点,相信会有很大的收获。

榔头采用高频感应淬火机进行淬火热处理
在我们生产与生活中使用的一些工具,要求具有一定的*硬度,又要求有一定的韧性,不易折断,所以这些工具在加工成形后需进行淬火与回火处理。榔头就是其中的一种。榔头淬火常采用高频感应淬火机进行,效果非常好。
榔头头部与尾部的用途不同,头部是用于锤打别的物件,所以要求较硬、*,但不得开裂;尾部是用于拔出钉子之类的东西,所以要求不能被折断。采用高频感应淬火机分别对榔头的头部与尾部加热与处理,以求得到不同的性能要求。榔头的头部为圆柱形,采用螺旋形感应线圈就可将头部加热到淬火温度,而榔头的尾部形状比较特殊,感应器也相对复杂一些。此感应器是一匝线圈,连接到高频变压器上,在感应线圈中可同时放入9件榔头,加热到所要求的温度后即可进行淬火处理。
现在,越来越多的厂家采用高频感应淬火机对榔头进行淬火热处理,生产出来的榔头硬度、*性以及*折断能力都大大提高,满足了工作的需要。更好的是此工艺适合大批量大规模生产,可以大大提高工人的生产效率,使工人实现机械化和智能化生产。

校对量柱采用超音频淬火设备进行热处理的具体工艺
校对量柱是千分尺上的重要零件。它的材料为GCr15,硬度要求为62-65HRC,淬火马氏体级别≤2级,弯曲度根据长度而定。为满足上述要求,不少厂家采用超音频淬火设备进行热处理,效果良好,满足了工作的需要。
量柱的具体加工工艺为:淬火-清洗-深冷处理-回火-清洗-中间部分感应加热退火-矫直-稳定化处理-清洗。其中的淬火、回火及感应退火工艺采用超音频淬火设备进行。
淬火:加热温度为850-860℃,冷水冲洗后立即进行冷处理。
回火:回火温度为130-150℃。中间部分退火(感应加热):量柱中间部分采用超音频淬火设备局部加热到700-800℃,空冷(长度≥75mm淬火后弯曲超差的中间局部退火以便矫直,淬火弯曲在允许范围内的可免除局部退火及矫直、稳定化处理等工序)。

铁岭链轮淬火机优点-领诚公司由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司在电热设备这一领域倾注了诸多的热忱和热情,领诚电子一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创*。相关业务欢迎垂询,联系人:李经理。同时本公司还是从事淬火成套设备,泵管内壁淬火设备,链轮淬火设备的厂家,欢迎来电咨询。