领诚电子(多图)-感应焊接设备-上海焊接设备










初次使用焊接生产线的时候要做些什么?
当人们初次使用焊接生产线的时候,是不是应该多加注意呢?比如说要选择好焊接生产线的安装位置。焊接生产线中包含了很多高精密的部件,尤其是它的控制柜,虽然做了很好的防尘处理,但安装地点的环境太差也会减少机器人的使用寿命。
一般情况下,焊接生产线在出厂前都已经对它的原点位置进行过校准,但即便如此还要在安装机器人时做位置测量及工具位置检验。这一步操作比较简单,只需要在焊接生产线的设置里面找到菜单,一步步的按提示操作就可以了。
因此尽量在焊接生产线安装的外侧安装防护栏,阻止不相干的人员靠近;在操作焊接生产线的时候,工作人员也要佩戴好防护装备;启动按钮设置在机器人的安全位置,避免留下安全隐患。
焊接生产线安装完成之后,关于它的安全防护措施也是*的,本身将焊接生产线系统替代人工的目的就是为了快速的做些重复动作,而在运动过程中是如果有人靠近的话,很可能造成重大的安全事故。

焊接生产线系统常出现的故障及其原因
使用焊接生产线系统,不仅可以保障有稳定的焊接效果,而且还可以节省很多的人工。但是在实际进行焊接工作的时候,也难免会出现一些焊接问题,影响焊接生产线的焊接效果。所以为了保障焊接生产线的焊接效果,工业焊接设备,我们需要了解清楚焊接生产线常出现的故障及其原因,所以接下来就一起来了解一下吧。
1)出现气孔问题:可能为气体保护差、工件 的底漆太厚或者位置不对,可适当调整。
2)出现咬边问题:可能为焊接参数选择不当、焊角度或焊位置不对,可适当调整。
3)焊缝结尾处冷却后形成一弧坑问题:可编程时在工作步中添加埋弧工作,可以将其填满。
4)出现偏焊问题:可能为焊接的位置不正确或焊寻找时出现问题。这时,要考虑TCP是否正确,并加以调整。假如频繁出现这种情况就要检查一下机器人各轴的零位置,中,心校零予以修正。
5)飞溅过多问题:可能为焊接参数选择不当、气体组成部分原因或焊丝外审长度太长,可适当调整机器人功率的大小来改变焊接参数,调节气体配比仪来调整混合气体比例,上海焊接设备,调整焊与工件的相对位置。

截齿焊接生产线的作用
公司的截齿焊接生产线属于流水线设备,其中包含的设备有很多,中频/超音频/高频感应加热设备,不锈钢行走工装,淬火槽,回火炉,抛丸机,焊接设备网,卡簧安装机,全自动焊接设备,涂油烘干机,等离子熔覆设备,每项设备都会有不同的分工,该套设备除了可以在截齿方面进行应用以外,还可以应用在刀具、车刀等其他方面,同时该套设备具有以下的功能。
一、热处理
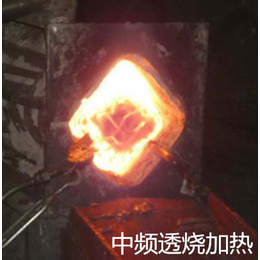
我们说的热处理是是对固态金属或合金采用适当方式加热、保温和冷却,以获得所需要的组织结构与性能的加工方法。热处理工艺一般包括加热、保温、冷却三个过程,有时只有加热和冷却两个过程。这些过程互相衔接,不可间断。加热和冷却是热处理的两道重要工序。加热温度是热处理工艺的重要工艺参数之一,选择和控制加热温度,是保证热处理质量的主要问题。金属热处理工艺大体可分为整体热处理、表面热处理和化学热处理三大类。、热处理是机械零件和工模具制造过程中的重要工序之一。大体来说,它可以保证和提高工件的各种性能,如*、耐腐蚀等。还可以改善毛坯的组织和应力状态,以利于进行各种冷、热加工。
二、表面淬火设备
淬火是将工件表面加热保温后,在水、油或其它无机盐、有机水溶液等淬冷介质中快速冷却。淬火后钢件变硬,但同时变脆。
上海焊接设备-工业焊接设备-领诚电子(推荐商家)由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司为客户提供“淬火生产线,调质生产线,感应加热设备,中频透热炉”等业务,公司拥有“领诚”等品牌,专注于电热设备等行业。,在河南省郑州市高新区玉兰街16号的名声不错。欢迎来电垂询,联系人:李经理。同时本公司还是从事淬火生产线,牙条淬火调质生产线,丝杆淬火生产线的厂家,欢迎来电咨询。