铝合金蜗轮减速机-盖州蜗轮减速机-东迈减速机10年经验
包络蜗杆减速机的安装:包络蜗杆减速机与工作机械的安装关系:为了避免主轴偏斜和包络蜗杆减速机轴承上的附加力。包络蜗杆减速机与工作机之间的距离应尽可能小,不影响正常工作条件,其值为5-10毫米。包络蜗杆减速机与工作机械的连接:包络蜗杆减速机直接安装在机床主轴上。当包络蜗杆减速机运行时,作用于包络蜗杆减速机箱上的反向扭矩。
安装在包络蜗杆减速机箱上的反扭矩支架通过其他方法进行平衡。机器直接匹配,另一端与固定支架连接。安装反向扭矩支架:反力矩支架应安装在面向机器的包络蜗杆减速机一侧,以减少机器轴上的额外弯曲力矩。
在反作用力矩支架连接端的套筒和固定支架中使用橡胶等弹性体,以防止弯曲和吸收扭矩波动。齿轮包络蜗杆减速机的使用、维护及注意事项:拆卸装配包络蜗杆减速机时,尽量避免锤击,以免损坏正常零件。如果轴伸长或接头出现漏油,应及时更换骨架油封等密封。包络蜗杆减速机采用460中负荷工业齿轮油,rv蜗轮蜗杆减速机,工作环境温度为0-40℃。
以上包络减速机的安装注意记住了么。

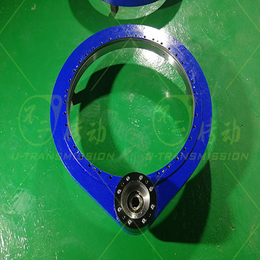
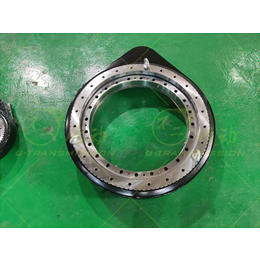
RD系列连铸机用平面二次包络减速机
 山东省德州市东迈减速机有限公司生产的连铸机用RD系列平面二次包络减速机的工作原理是齿轮传动与蜗杆传动的复合,称为二级传动减速机。蜗轮蜗杆副是二次包络技术而生产的,它的特点是承载能力大、结构紧凑、合理、体积小、应用广泛。
山东省德州市东迈减速机有限公司生产的连铸机用RD系列平面二次包络减速机的工作原理是齿轮传动与蜗杆传动的复合,称为二级传动减速机。蜗轮蜗杆副是二次包络技术而生产的,它的特点是承载能力大、结构紧凑、合理、体积小、应用广泛。
RD系列平面二次包络减速机采用的是轴装式结构,易于同工作机械相联箱体采用树脂砂铸造,结构紧凑、外形美观,空间合理、传动比可以追随用户的要求而定。
RD系列平面二次包络减速机包括以下几种型号:RD-11-4.5-III RD-11-4.5-IIIA RD-11-7.5 RD-11-10.5 RD-11-12.5 RD-4-240 RD-5.5-200 RD-5.5-280。
 蜗轮蜗杆副装配后的齿面接触情况,除了反映出加工质量外,也反映出装配位置的正确性。其中主要的两项装配误差因素是蜗杆轴向的对中性和蜗轮中心距。也用以下方法检测并进行调整。
蜗轮蜗杆副装配后的齿面接触情况,除了反映出加工质量外,也反映出装配位置的正确性。其中主要的两项装配误差因素是蜗杆轴向的对中性和蜗轮中心距。也用以下方法检测并进行调整。
蜗轮蜗杆副装配后的吃面情况是要重视的,我们不但要注重加工质量的问题,斜齿轮蜗轮减速机,还要反映出装配位置的正确性,盖州蜗轮减速机,装配的主要误差因素是蜗杆轴向的对中性和蜗轮中心距俩项因素,我们要用到下面的俩种方法进行检测;
1.光隙法
当蜗杆分别以不同齿侧与蜗轮齿面啮合接触时,观测沿蜗杆全长各齿面间的光隙。通过对蜗杆位置的调整,使左右齿面的光隙限度地达到全长均匀一致。
2.印痕法
蜗杆齿面上涂一层薄薄的着色剂,在轻微制动下使蜗轮副进行啮合运转。根据所得到的齿面印痕情况进行蜗杆位置的调整。
蜗轮齿面上的理论接触区印痕及接触线分布情况见(图1)。与此相应的蜗杆齿面接触情况为螺旋线全长接触。当存在装配误差时,蜗轮齿面的接触印痕将出现某一部分加重,相反的部位减轻甚至不接触.
铝合金蜗轮减速机-盖州蜗轮减速机-东迈减速机10年经验由德州东迈减速机有限公司提供。“减速机,丝杆升降机”就选德州东迈减速机有限公司,公司位于:山东省德州东北城五金一区27号楼1-2层25号,多年来,东迈减速机坚持为客户提供好的服务,联系人:张经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。东迈减速机期待成为您的长期合作伙伴!同时本公司还是从事电动液压推杆,电动推杆厂家,微型电动推杆的厂家,欢迎来电咨询。