


恭乐自动配料系统 自动混配设备 自动配料机械
◆ 动态的工艺流程显示画面,操作人员可通过彩色显示器直观地监视整个配料控制过程,包括料仓输送设备的工作状态、秤量数据、混合机和各种工艺闸阀门的工作状态等;
◆ 参数修改、功能设置更加灵活,系统智能化程度高;
◆ 产量数据可存入硬盘;
◆ 留有连网端口;
◆ 系统可实时检测监测、显示、存储、打印各瞬时信号、变量、参数等;
◆ 可设系统防误操作等功能;
◆ 具有自诊断功能;
◆ 过程管理直观显示,可打印输出产品的消耗,存储,配料的报告。
◆ 该套系统配料精度高。远远高于人工手动配料,对于生产工艺和产品质量的提高帮助大
自动配料装置的恒流量控制采用PID调节,流量计量控制是计量偏差与变频调速的结合。依据系统工艺流程介绍了配料系统的流量控制方式和系统控制过程,详细讲述了PLC的选型及PLC配料系统变频控制中的硬件设置、参数设定和软件设计过程。
恭乐自动配料系统 自动混配设备 自动配料机械
自动配料系统是精细化工厂生产工艺过程中一道非常重要的工序,配料工序质量对整个产品的质量举足轻重。自动配料控制过程是一个多输入、多输出系统,各条配料输送生产线严格地协调控制,对料位、流量及时准确地进行监测和调节。系统由可编程控制器与电子皮带秤组成一个两级计算机控制网络,通过现场总线连接现场仪器仪表、控制计算机、PLC、变频器等智能程度较高、处理速度快的设备。在自动配料生产工艺过程中,将主料与辅料按一定比例配合,由电子皮带秤完成对皮带输送机输送的物料进行计量。PLC主要承担对输送设备、秤量过程进行实时控制,并完成对系统故障检测、显示及报警,同时向变频器输出信号调节皮带机转速的作用。
恭乐自动配料系统 自动混配设备 自动配料机械
配料系统的软件组成:常规的配料系统软件部分是针对配料工段进行监控和自动化配料而设计开发的可视化电脑操作系统。具有操作简单方便、可靠性机界面友好、功能完备等特点,可广泛应用于饲料、粮食、制药、冶金、化工等需要电脑自动配料的行业,智能化信息化水平高:上位机具有配方库管理功能;智能报表软件为生产管理提供大量数据信息,如配料结果列表、原材料消耗列表、生产量列表、配方使用结果记录等,可按时间、配方等生产班报、日报、月报和年报等统计及打印功能。同时提供两种用户自定义报表组件,一种是采用水晶报表进行二次设计;另外一种是把数据无缝嵌入到EXCEL报表中。另外,系统可与其他管理系统进行数据交互,满足深层次的数据分析要求。上位将每次运行各路的累计量、配比、运行起止时间等参数存储,以便查询。配料系统的软件部分可自动完成系统配料工艺流程,计算机画面实时显示配料系统(工作流程,软件操作简单,画面逼真。同时具有如下特点:上位机软件设置运行密码和重要参数密码修改保护,且用户实现分级管理,可任意定义人员的权限。


该配料系统的核心硬件均采用进口或国产产品,其中控制仪表采用称重控制仪表,它具有高可靠性干扰能力强等特点。传感器选用称重模块。称重模块安装简单、维护方便,为系统长期稳定性提供了可靠的保证。因此我们的配料系统精度高、速度快、稳定性能好,自动化程度高。
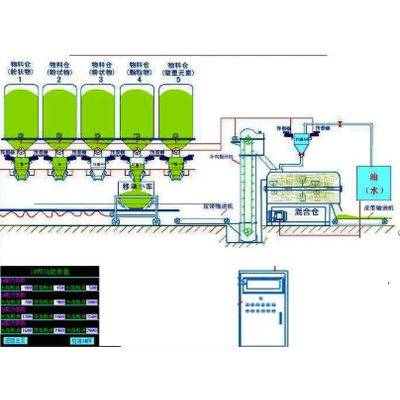
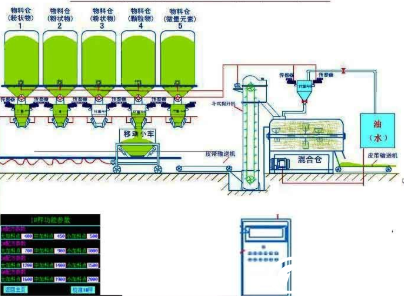
1.自动配料系统的构成
自动配料系统由5台电子皮带秤配料线组成,编号分别为1#、2#、3#、4#、5#、,其中1#~4#为一组,1#为主料秤,其余三台为辅料秤。当不需要添加辅料时,5#电子秤单独工作输送主料。系统具有恒流量和配比控制两种功能。对于恒流量控制时,电子皮带秤根据皮带上物料的多少自动调节皮带速度,以达到所设定流量要求。以主秤(1#)系统工艺流程来分析,工艺流程如图1所示。
自动配料系统加电后,皮带驱动电机开始旋转,微处理机根据当前操作控制电机转速。料斗中的物料落在落料区,经皮带运送到达称重区,由电子皮带秤对皮带上的物料进行称重。称重传感器根据所受力的大小输出一个电压信号,经变送器放大,输出一个正比于物料重量的计量电平信号。该信号送至上位机的接口,经采样后并转换成一个流量信号,在上位机上显示当前流量值。同时将此流量信号送至PLC接口,与上位机设定的各种配料给定值进行比较,然后进行调节运算,其控制量送至变频器,以此来改变变频器的输出值,从而改变驱动电动机的转速。调整给定量,使之与设定值相等,完成自动配料过程。
流量就是一定时间皮带上走过的物料量。电子皮带秤称量的是瞬时流量,上位机给出的是设定流量,二者在实时计量中有所偏差。在流量实际控制中采用工业控制中应用为广泛的PID调节,根据流量偏差,利用比例、积分、微分计算出控制量进行控制,控制量输入和输出(误差)之间的关系在时域中可用公式表示如下:
公式中e(t)表示误差、控制器输入,u(t)是控制器的输出,kp为比例系数,Ti为积分时间常数,Td为微分时间常数。图2为系统流量PID闭环调节结构图。在生产过程进行自动调节时,以主料成分的流量计量为依据,根据生产工艺要求通过上位机设定出总流量及主、辅料配比参数,按配方比例掺杂其余辅料。流量计量控制是计量偏差与变频调速的结合,具有结构简单、稳定性好、工作可靠和调整方便等优点。
当自动配料系统)开始工作时,启动配料生产线。首先系统程序进行初始化,通过上位机或触摸屏设置配料配比,检查料斗有无物料。若无物料,向料斗送料,启动配料生产线,由电子皮带秤进行称重并实时计量,CPU计算得实时流量及累计流量。若设定流量与实际流量有偏差,调节器根据系统控制要求比较设定值与实际流量的偏差,经PID调节改变输出信号以控制变频器对输送电机的速度调节,从而实现恒流量控制。根据配比各辅料同时混合计量,并按配方工艺要求添加。系统主程序控制流程如图:
自动配料系统)中主、辅料秤由可编程控制器(PLC)和上位机实现两级控制。现以1#~4#四台电子皮带秤的PLC控制分析为例,每一电子皮带秤有一台皮带驱动电机,两个料位传感器,一个速度传感器,一个称重传感器,一台变频器,它们构成了被控对象。电动机的启、停由开关量控制,PLC数字量输出信号作为变频器的控制端输入信号,经变频器调制输出高频脉冲给皮带驱动电机。料位传感器检测料斗有无物料,速度传感器测量电机的转速。系统需8个数字量输入信号,25个开关量输入信号和24个开关量输出信号,I/O点总数量为57。I/O点数量和类型如表1所示。





