汽车自动焊接生产线-绍兴焊接生产线-领诚(多图)











焊接生产线系统逐渐取代人工的原因
现在有不少的企业都开始使用焊接生产线,逐渐的取代了不少的人工。因此也有很多人都很好奇,为什么焊接生产线可以逐渐的取代人工呢?今天小编就来跟大家一起探讨一下焊接生产线系统可以逐渐取代人工的原因。
1.机器人焊接容易安排计划
由于机器人可重复性高,只要给定参数,就会永远按照指令去动作,因此机器人焊接产品周期明确,容易控制产品产量。机器人的节拍是固定的,因此安排计划十分明确。准确的计划可应使企业的效率、资源的综合利用做到大化。
2.机器人焊接可以降低企业成本
焊接生产线降低企业成本主要体现在规模化中,一台机器人可以替代2到4名产业工人,根据企业具体情况,有所不同。机器人没有疲劳,一天可24小时连续,另外随着高速,焊接技术的应用,使用机器人焊接,成本降低的更加明显。
3.机器人焊接可以提
焊接生产线响应时间短,动作迅速,焊接生产线工艺,焊接速度在60-3000px/分钟,这个速度远远高于手工焊接,机器人在运转过程中不停顿也不休息,但是工人上班时是不可能做到不停顿不休息,同时工人的工作效率也受到心情等因素影响,工人会请假、发呆、聊天、抽烟、上厕所,加班要给加班工资,汽车自动焊接生产线,而机器人就没有上述问题,只要保证外部水电气等条件,就可以持续工作,这就无形中提高了企业的效率。
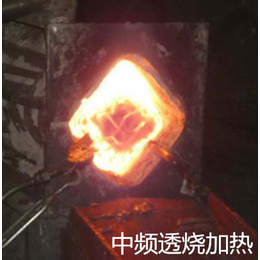
感应加热淬火设备与普通加热淬火比较具有:
1、加热速度*快,可扩大A体转变温度范围,缩短转变时间。
2、淬火后工件表层可得到*细的隐晶马氏体,硬度稍高(2~3HRC)。脆性较低及较高疲劳强度。
3、经该工艺处理的工件不易氧化脱碳,甚至有些工件处理后可直接装配使用。
4、淬硬层深,易于控制操作,易于实现机械化,自动化。
5、火焰表面加热淬火,根据厂家的工艺不同,不同厂家会选择不同的感应淬火设备,如需要了解更多关于感应加热设备的应用都可以与我们相互交流,全自动焊接生产线,共同进步。
同时也可以为我们提出一些意见或者见解,从而更好的提升感应淬火设备的使用效果。

煤截齿的钎焊方法有哪些?
截齿焊接设备厂家的小编给大家介绍煤截齿的钎焊方法有哪些?虽说煤矿开采一直受大家关注,绍兴焊接生产线,但是由于开采条件的限制就需要要求煤截齿有较高的应用能力,目前截齿在生产过程中大约会有10-20%硬质合金刀头先期脱落,引起煤截齿的失效一般是由于钎焊接头的焊接效果不好,*剪强度不足。
我们*生产的采煤机煤截齿形状多样,尺寸规格较多,因此焊接工艺会有一定的差别。截齿本身是由齿体和硬质合金刀头两部分组成,钎焊方法主要是用钎焊把他们连接在一起,钎焊时将圆柱状硬质合金刀头插入齿体端部加工的齿孔中,一般采用感应钎焊和电阻钎焊两种方式,高频钎焊时接头间隙0.08-0.16mm,钎焊规范:钎焊温度910-960℃,加入速度为24℃/s,加入时间40s左右,随着钎焊后回火,接头的*剪强度为248-277MPa(仅供参考,不能照抄)。

焊接生产线工艺-领诚电子(在线咨询)-绍兴焊接生产线由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司为客户提供“淬火生产线,调质生产线,感应加热设备,中频透热炉”等业务,公司拥有“领诚”等品牌,专注于电热设备等行业。欢迎来电垂询,联系人:李经理。同时本公司还是从事导轨淬火设备,机床导轨淬火设备,车床导轨淬火设备的厂家,欢迎来电咨询。