花键轴淬火成套设备那个牌子好厂家







低淬钢齿轮感应加热淬火
利用钢材的低淬透性 ,将感应加热透的齿轮用激烈的冷却水进行淬火 ,得到沿齿轮廓的淬硬层及略提高硬度的齿心部。低淬透性钢齿轮感应淬火样品这种工艺有如下优点 :( 1 )对感应加热电源要求不高 (常用 8kHz、1 0 0kW) ,即不需要特殊的频率及高的功率密度 ,设备投资费用少。( 2 )低淬透性钢成本低 ,其价格与中碳结构钢相似。( 3)轮齿表面有很高的残余压应力 ,齿心部由于热透 ,硬度略有提高 ,因此轮齿的*弯性强度得到提高 ,综合力学性能好。
齿轮双频淬火
齿轮双频淬火机理齿轮双频淬火的机理是先用较低频率进行齿轮预热 。早期的齿轮双频淬火是在两个感应器中进行的 ,即先在中频感应器进行预热 ,然后在高频感应器中进行终加热。现代化的双频齿轮感应淬火现代化的双频齿轮加热已经改进在一个感应器内进行。

花键轴零件感应淬火
花键轴类汽车零件在使用中承受扭转应力和滑动摩擦,所以需要具有较高的表面硬度和*扭转强度。感应淬火是提高其使用性能的方法之一。在汽车或机械制造领域中,花键轴类零件往往是承受交变的扭转、交变的弯曲和滑动摩擦等载荷。商用车常见花键轴类零件主要包括驱动半轴、贯通轴、传动轴、花键轴、花键轴叉、轴间差速器壳、行星轮架轴、制动凸轮轴等。在生产实践中为提高这些零件的使用性能,除个别零件采用调质工艺外,绝大部分零件采用感应热处理强化工艺,其*弯曲强度和*扭转疲劳强度等性能得到*大提高。
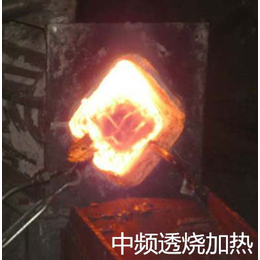
整体一次加热淬火方法感应器结构为矩形铜管加导磁体的纵向分布形式,即由铜管绕制成矩形回线结构, 加热时,工件上的感生涡流纵向环流,在工件旋转同时整个圆周面迅速被加热。感应器铜导线上装置的导磁体起到控制磁力线分布的作用。感应器的附近装置喷液冷却器,在加热工件达到设定温度(或时间)时自动喷液冷却。目前,花键轴淬火成套设备那个牌子好,国内汽车厂家多采用整体一次加热淬火方法来处理半轴这类零件,零件的质量和生产效率均达到比较好的状态。
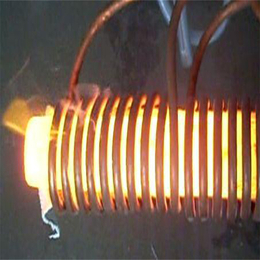
移动(扫描、连续)加热淬火方法感应器一般为圆环形回线结构,环形导线内部通有足够压力和流量的循环冷却水。感应加热时,工件上有周向感生电流流动,工件一边加热一边与感应器相对移动,感应器上装有喷液器,以实现一边移动(扫描、连续)加热一边喷射冷却液冷却,终实现淬火强化的目的。

轴类零件在感应加热淬火后的回火温度
感应淬火的钢轴类零件的回火温度为150至205摄氏度。在该温度的回火条件下,40钢的轴具有的扭转强度和较好的塑性(扭曲度),并具有的性能和*过载性能。
此项结果是通过对40钢(热轧圆钢)的轴类零件在进行多次感应淬火和回火试验得出的结果。试验在同一环境及同一感应加热设备下进行。在试验中进行了150摄氏度、175摄氏度、205摄氏度、260摄氏度、315摄氏度等一系列的回火试验并通过数据比对得出的结论。从40钢轴的扭转试验结果看,在150摄氏度至205摄氏度回火温度下可以获得的性能。疲劳试验表示温度超过205摄氏度后,回火的结果并不理想。对于温度超过150摄氏度的回火而言,扭转强度*限下降了,而断裂前的扭转度在205摄氏度回火时达到了峰值。

花键轴淬火成套设备那个牌子好厂家由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!同时本公司还是从事高频焊接机,钻头焊接机,车刀焊接机的厂家,欢迎来电咨询。