江门三联齿轮淬火设备现货供应专业团队在线服务








淬火钢采用超音频淬火设备进行回火热处理,产生硬度偏低缺陷怎么办?
一般淬火件为减少淬火内应力、降低脆性、保持高硬度、高*性和高的疲劳强度,往往采用超音频淬火设备进行回火热处理。在热处理过程中,受各方面因素的影响,淬火件可能出现硬度偏低的缺陷。今天呢,小编就告诉大家遇见此缺陷怎么办。
淬火钢产生硬度偏低缺陷的原因及对策如下:
1、回火温度过高,为此,采用超音频淬火设备回火时,应选择合适的回火温度,并进行充分回火。
2、亚共析钢的淬火温度偏低,为此,淬火时,我们应改进淬火工艺,提高淬火硬度。
3、淬火*中有较严重非马氏体*,对此,我们只有采取保护措施减少非马氏体*。
本文简单介绍了淬火钢产生硬度偏低缺陷的原因及*措施,希望对您的工作有所帮助。如果您想了解其他缺陷的解决措施,您可以看看热处理方面的书籍,相信会有很大的收获。

蜗杆采用中频淬火设备进行淬火热处理,用的感应器是什么样子的?
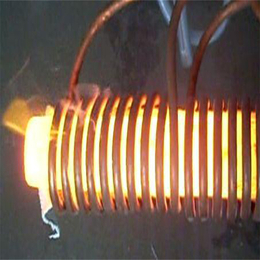
蜗杆采用中频淬火设备进行淬火热处理,影响淬火效果的因素有很多,如热处理工艺、感应器、原材料等。在这些因素中,感应器的影响力是非常大的。因此,一个合适的感应器对于蜗杆淬火来说是非常重要的。今天呢,我们就一起认识下蜗杆淬火用的感应器是什么样子的。
蜗杆淬火用的感应器具有如下特点:
1、感应器波数一般为3-5个。
2、为防止蜗杆端面过热,感应圈波峰、波谷均应向外翘出。
3、感应器与零件间隙=3-5mm。
4、蜗杆淬火时,三联齿轮淬火设备现货供应,可在感应圈外直接加喷水圈冷却,也可离开感应圈后在喷水圈中冷却。
5、蜗杆淬火感应器可用圆铜管制作,也可用方铜管制作。

机用锯条坯采用中频淬火机进行退火热处理,产生脆断缺陷的原因是什么?
机用锯条是切割机械的重要切割刃具,工件材料为W9Mo3Cr4V(W9)钢带。锯条生产加工流程为:热轧钢带一退火一刨背一铣齿一冲圆弧及孔一磨齿一分齿一热处理等。经中频淬火机退火后技术要求为锯条坯应具有较高的韧性和冷塑性。生产中发现,锯条工作中有时发生脆断和撕裂失效*。
现场检验发现,W9高速钢脆断和撕裂表现形式不同,有时发生铣齿掉齿现象,有时出现刨边撕裂坑,有时出现冲圆弧及孔时产生裂边现象,有时发生分齿时掉齿现象,甚至发生锯条坯掉在地上摔断碎裂等。其共同特点是工件塑性低劣,是冷脆性的表现,称为脆性断裂。硬度检验表明,锯条硬度值为213-255HBW;脆断工件试样光谱检验表明,工件中Sn的质量分数量超标,均大于0.18%,而正常值应为0.013%;初步判断工件脆断和锡含量严重偏高有关。
分析认为,机用锯条产生脆断*的根本原因是工件中锡元素严重偏析超标造成的。资料介绍,不锈钢中Sn的质量分数大于0.02%时,将产生网状裂纹及角裂,工件中Sn的质量分数大于0.18%,是产生网状裂纹和角裂缺陷Sn含量的10倍。当锡在钢材晶界偏聚,超过一定量时,使工件冲击韧度急剧下降,机用锯条正是出现上述情况。由于过量锡在晶界偏聚产生严重偏析和局部Sn含量严重超标,使工件韧性大大下降,导致工件脆断。有资料提出,W9高速钢中Sn的质量分数应在0.05%以下,这对生产中提出了一个有益的参考技术数据。
根据以上分析,提出防止锯条脆断失效的技术防止措施是:在炼钢时严格控制*元素含量,工件坯料入厂时严格检验,防止*元素超标钢件混入,以确保加工产品(工件)质量安全。

江门三联齿轮淬火设备现货供应专业团队在线服务由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司(www.lingchengdz*)在电热设备这一领域倾注了无限的热忱和热情,领诚电子一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创*。相关业务欢迎垂询,联系人:李经理。同时本公司(www.lcjiare*)还是从事IGBT中频透热炉,棒料中频透热炉,圆钢方钢中频透热炉的厂家,欢迎来电咨询。