普捷折弯机价格(图)-液压板料折弯机-株洲折弯机





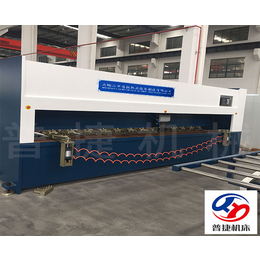
液压折弯机是折弯机中比较常用的一种,其主要是由机身、扭轴、滑块、行程调节、前托料架、后挡料架、模具、液压系统及电气系统等组成的,液压板料折弯机,其主要的性能特点为:
(1)其结构简单紧凑,机身刚性好。
(2)其机械挡块可以任意进行调节,所以可以满足自由折弯的要求。而且,还可以控制滑块的长度。
(3)在磨具上装有精度补偿机构,这样可以获得较高的折弯精度。
(4)容易实现自动化操作,而且机器上还有一些保护装置,以保证操作的安全性。


数控折弯机?手动模式下可使用的参数.
数控折弯机手动模式下可使用的参数
1.厚度:编辑板料的厚度。
2.材料 1为冷板 2为铝 3镀锌板 4不锈钢板 5自定义板材 6自定义板材
3.折弯方式:选择所需的折弯方式,系统支持 4 种折弯方式
4.折弯长度:编程折弯的板材的长度 .
5.Y 轴:针对某一角度编程或计算的 Y 轴值。
6.速度转换点:Y 轴从快下速度转换为工进速度时的位置。它在此被设为一个 Y 轴位置值。编辑值为 Y轴位置高于折弯板料。
7.平行度左、右侧油缸(Y1、Y2)之间的差值。该参数为正值时,株洲折弯机,右侧油缸比左侧油缸要低;该参数为负值时,右侧油缸比左侧油缸要高一些。设定的值在夹紧点以下有效。
8.开口:由于折弯之后,上模和下模之间随之产生一定的间隙开口。正值表示间隙开口在速度转换点上方,如果值为负,则说明间隙开口在速度转换点下方。当用户想限制工件的处理时间时,可以设定一个较小的正值或负值。
9.等待退让:如发生退让,需选择是否使 Y 轴等待直至完成退让操作。0= 否 : 在退让时 ,Y 轴不等待退让到位 , 直接下来 ;1= 是 : 在退让时 ,Y 轴等待退让到位后 , 滑块才下来。
10.上模:所选上模的名称(ID), 在上模库中点击相关模具来选择或修改 .
11.下模:所选择下模的名称(ID), 在下模库中点击选择或修改
12.退让:折弯过程中轴的退让距离,挡料在夹紧点时开始退让。
13.速度:当前工步中轴的速度,速度可以编程为蕞大速度的百分比值。


生产什么类型的部件,那么就应该选择适合这类部件的折弯机,蕞好是能够做到****,这样能够很好的控制成本的同时,数控折弯机,也能在技术上有一定的****,液压折弯机,当然,这其中也包括了对于型号的选择,比如:你生产什么厚度的部件,那么折弯机的选择也要选择适合的型号。
如果是比较短的折弯机,那么,蕞好是能够点一些垫片,这样能够比较好的做出合格的零件,这是一个常识,同时也能够缩短时间,加大产量。另外,如果应用自由弯曲时,一般来说,这个时候的弯曲半径为0.156倍,这是一个常识,要注意的是,通常,自由弯曲模具在应用在一台新的折弯机上时,一般都会产生小于2度的弹角。
要格外注意的就是关于弯曲度的问题,这能够直接的影响到生产的问题,比如:如果弯曲度要求在大于1或者是小于1之间,那么就应该使用CNC折弯机。模具也要注意,一般来说,常规模具其偏差范围一定要注意缩小,一般是在0、001英寸左右,不能过大,如果是精磨模具,则是在0.0004英寸左右的偏差。


普捷折弯机价格(图)-液压板料折弯机-株洲折弯机由马鞍山市普捷机床设备制造有限公司提供。马鞍山市普捷机床设备制造有限公司(www.jianbanjichangjia*)是从事“剪板机,风管生产线,折弯机,卷板机,冲床,刨槽机,激光切割机”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供****的产品和服务。欢迎来电咨询!联系人:徐经理。