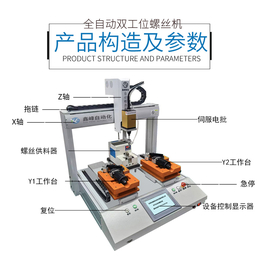
自动锁螺丝机-鑫华制造商-温州锁螺丝机









锁螺丝机卡料怎么办?
锁螺丝机能够****生产效率,降低生产成本,标准化产品质量。锁螺丝机在使用过程中有时候会遇到卡机,会影响生产效率,那么遇到卡机我们如何判定原因及正确的解决这个问题呢?
首先,我们必须了解锁螺丝机卡料是怎么造成的,判断是人为操作原因还是锁螺丝机本身的问题。根据多年的经验,大多数卡料是螺丝不标准或次品率造成的,然而这些螺丝的问题一般由花头、滑牙,这有两个原因导致的。
其次,检查是否锁螺丝机本身设计结构问题,建议咨询厂商,协助解决。
第三,很多卡料一开始是螺丝问题,后面是锁螺丝机厂家为解决上述异形螺丝而将所有锁螺丝机通道加大,包括电批鼻嘴,电批鼻嘴内径太大就是引起浮牙、花头的主要原因,这些导致锁螺丝机的本身重要问题,所以生产商把这个做成了一个新的领域,也加快了锁螺丝机的性能。
螺丝质量问题主要是由于螺丝质量不好或改动机器设计尺寸而引起的,还有的就是锁螺丝机本身的问题如所使用的材料、工艺及电子零件所使用的品牌而引起的问题,所以做锁螺丝机的时候我们的核心部件建议是采用质量较好的,这样可以保证机器的稳定性。

手持式锁螺丝机的使用方法
1、效率批量作业
2、高可靠性及稳定性
3、智能化--连续送料,液晶屏,有记数功能,防漏打功能.螺丝滑牙及锁付检测。螺丝紧固机它完全颠覆了保守锁螺丝机的工作原理,抛弃了振动盘及推料器,并克服了所有缺点,发扬了保守锁螺丝机的优点。(手持式锁螺丝机)
锁螺丝机使用方法:
1、开启电源,接通气源,调节好扭力。
2、将螺丝倒入螺丝料仓内,螺丝量以不超过螺丝输送轨道高度为宜。
3、首先锁螺丝前,需检查电批鼻嘴内是否有一粒螺丝待锁。
4、如无一粒螺丝在电批鼻嘴上待锁,需按动手动送螺丝按钮。
使机器运动两次,保证电批鼻嘴上有一粒螺丝在电批鼻嘴*待锁螺丝。
5、在确保电批调节按钮处在锁螺丝位置后,一手持电批,一手扶待锁螺丝工件,对准螺丝孔下压锁紧螺丝。
6、待电批达到预设的扭力自动停止后提起电批,进行锁第二粒螺丝。
7、如此重复即可。

锁螺丝机批头损坏的原因有三点
1、使用时候,螺丝扭矩强度增加,造成批头与螺钉压力太大;这必然会造成批头不*的情况;
2、螺钉材质偏硬,如果螺钉比批头材质硬的话,会使批头磨损得很快的;
3、还有就是批头质量差,三两天不到,就磨损掉了。
如何才可以避免锁螺丝机批头损坏呢,无非就是增加批头硬度,材料改进,热处理增加硬度,改小扭矩力度。