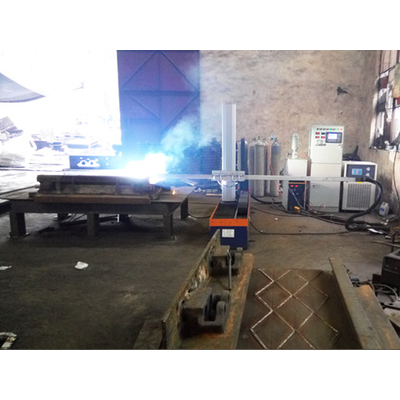
等离子熔覆设备报价-熔覆设备-泰安正大焊机有限公司
等离子熔覆机,等离子堆焊的日常*:
1.等离子熔覆焊机适合存放在通风良好的地方,不可以让雨水漏入,周围介质无*及腐蚀性气体,温度不能高于40度以上,空气相对温度不得超过85%,海拔不得超过4000;

2.接通检气开关,电磁阀开通,调节气流量到所需的数值,当调节完毕后,要把开关置于工作位置,气体滞后时间的调节,通过调节电位器的电阻值,综采支架等离子熔覆设备,改变电容器的放电时间来达到效果。
3.等离子堆焊连接时,焊枪接负****,工件接正****,在位置接好接地线。






工艺特点:

1、 前期处理简单:只需除锈去污去疲劳层即可。
2、 送粉:采用*气送粉,熔覆设备,送分精度要求低,可以有一定的倾斜度。这样就允许手工操作,对于金属*比较适用。
3、微束等离子稳定性好:微束等离子的稳定性好,熔池的形成也易于控制,敷材与机体融合充分,等离子熔覆设备哪家好,区域过度较好。
4、 加热和冷却速度低于激光:熔融状态维持时间长,有利于金相*均匀形成,排气浮渣较好,在粉末喷出过程中就已经加热,且有*气和离子气的保护,所以熔覆层均匀度更好,等离子熔覆设备报价,气孔夹渣等缺陷更少。
5、 材料选择:等离子加热方式对材料限制少,材料选择更广泛,对碳化物,氧化物的熔覆更容易一些。

粉末中C元素的含量多少是矛盾的,含C量多可****熔层硬度与强度,但含C量的增加伴随着熔层硬脆性增加,同时使开裂几率加大。另一方面,粉末中可能出现碳与铬元素的亲和作用而生成碳化铬,这样会使熔层含铬量下降而降低熔层的耐腐蚀性能。实际上高能激光热源的特殊作用能产生不同一般的各种强化效果,我们通过多次实验已能证明:同种粉末用于激光熔覆比用于各种热喷焊工艺形成的熔层硬度就要高20%~40%[2]。所以适当降低粉末中C元素的含量是有多种好处的。






