宁德等离子自动焊-泰安市正大焊机-等离子自动焊接设备
面议
中国
来电请说明在第一枪看到,谢谢!
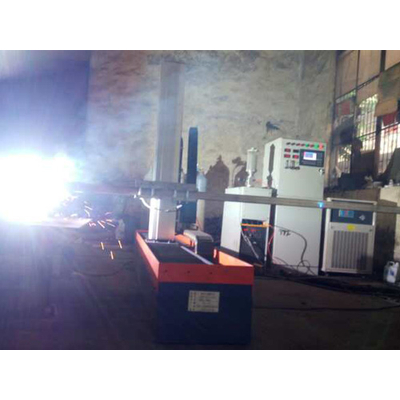
但对于 φ114~φ325 mm、壁厚 2~6 mm 的工业承压管道, 则需要采用等离子或等离子加 TIG 双枪的焊接工艺, 这种工艺方法除可以保证较好的焊接质量外, 也可获得较高的焊接效率。这些管道通常用作电厂、化工、造纸等行业的供水、供气主输送管道。但该方法受加工成型机和设备造价的限制,宁德等离子自动焊, 焊管直径不宜加大。较大口径管道批量需求少, 一般均需要根据工程要求来定制, 这种多品种少批量的加工形式, 通常采用 UOE 定尺焊管机组的方式来完成。






随着化工装备需求和化工类容器使用寿命的****, 对特材如钛合金、锆合金、镍基合金等的应用越来越多。而传统的手工焊接工艺已在一定程度上制约了产品质量的提升, 很多人为的手工操作因素也会严重影响焊接质量, 重复返修会恶化焊接质量甚至造成产品报废, 导致巨大的经济损失。采用等离子焊接工艺可以获得一次性连续稳定的焊接质量,前期焊接位置的清理和准备必须达到焊接要求。对于易氧化材料的等离子焊接应加强焊接热影响区的保护,等离子自动焊接设备, 当然如果能在有散热设备的工装上完成焊接是****为理想的。
滑靴道处理方案
滑靴道为采煤机行走的轨道,因大型中部槽配套的采煤机重量较大,并且摩擦方式为滑动摩擦,磨损速度较快,为了降低磨损速度,等离子自动焊机配件,对于滑靴道采用全长度“之”字形熔覆*处理。
4、槽帮钢处理方案
当底板不平或移溜时,等离子自动焊机价格,刮板输送机会发生弯曲,中部槽连接处会形成折线,加大了中部槽两端的磨损速度,为此可利用DRF-S型熔覆设备在槽帮钢的两端一定长度范围内熔覆*层。

以上内容为宁德等离子自动焊-泰安市正大焊机-等离子自动焊接设备,本产品由泰安正大自动焊机有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报





