等离子堆焊熔覆设备-泰安市正大焊机-西双版纳熔覆设备
激光熔覆目前国内采用采用两种机型;CO2激光器,YAG激光器。前者为连续输出,熔覆用机一般在3KW以上;YAG激光为脉冲输出,一般在600W左右。对于设备,一般使用者很难吃透,严重依赖生产方的服务,购买价格昂贵,维护成本、零部件价格很高,再加上设备稳定性和耐受性与国外比较普遍都有差距。因此激光熔覆机一般用在特殊领域,等离子熔覆设备配件,普通工业制造、维修领域难有效益。







使用过程中“不产生火花”。普通截齿在使用过程中特别是割岩石过程中会产生大量的火花,等离子堆焊熔覆设备,给煤矿生产带来了****大的安全隐患。我公司生产的等离子熔覆*“无火花”截齿因为在截齿头部熔覆一层高硬度的镍基碳化钨合金粉末,该合金粉末使截齿在使用过程中产生的火花量减少了90%以上,****大的****了煤炭开采的安全性。

以下是使用同样的砂轮在同样的条件下做的火花对比试验:
普通截齿在打磨过程中产生呈发散的长度约为1500px的明亮火花,而等离子熔覆强化截齿在打磨的过程中基本不产生火花只是有****少较暗的火花出现,并且火花长度只有10-500px。

总之,等离子熔强化无火花截齿具有*损、寿命长、不易折断、无火花等特点。不仅降低了煤炭生产成本,减少了工人劳动强度,而且很好的解决了长期以来因为截齿在使用过程中产生火花而威胁煤炭安全生产的问题。
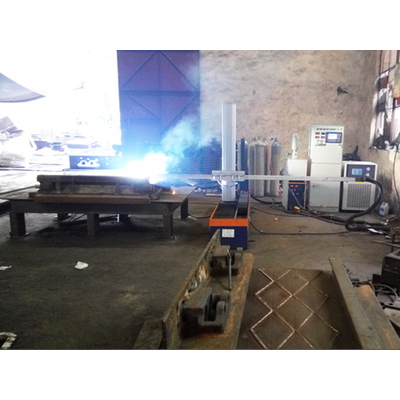
等离子弧温度高,传热*,稳定性好,熔深可控性强,对基体热影响区小;
1、等离子熔覆速度快,西双版纳熔覆设备,稀释率低(<10%);
2、堆焊层成型美观,*致密,与基体呈冶金结合,结合强度高;
3、可在轻微锈蚀或油污的基体表面直接进行微束等离子堆焊;
4、设备结构紧凑,操作简单,堆焊过程易实现机械化、自动化;

5、堆焊材料广:有镍基、钴基、铁基、碳化钨及合金等,硬度由HRC15-65度可随机调配;
6、设备造价及运行成本低,灵活方便,可在固定场合和野外条件使用。
7、设备可一机多用,一台设备可以堆焊多种金属粉材,并可制备多种功能性涂层(*磨损、耐腐蚀、减摩、耐热等),可以替代传统热喷涂、堆焊设备使用。






