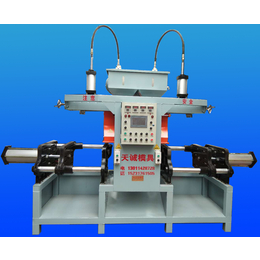
HS7060双工位水平射芯机覆膜砂壳芯机








| 设备工位 | 双 |
| 水平/垂直 | 水平 |
| 砂头数量 | 双 |
| 气缸和行程 | 200*250 |
◆水平分型,四立柱导向,开合模平稳可靠,适用于各类缸体缸盖水套芯、端盖芯、曲轴箱芯及壳型等。
◆有上顶芯装置,确保砂芯留在下型,下顶芯接芯取芯。
◆射咀可采用插入式,减少浪费和清理工作量。
◆射头在射砂后自动移开,同时自动加砂,射板无需水冷。
◆加热方式:电加热。
◆射头内设挡砂装置,在更换射板时,射头内的余砂不会漏下。
◆整机传动采用气压,使射芯机动作平稳可靠。
◆控制部分,操作简单。用户可根据操作说明书操作
◆上砂机为气动装置
覆膜砂射芯机是一种以覆膜砂为原料,利用热芯盒原理制作覆膜砂砂型的机器,射芯机制作覆膜砂型芯的原料为酚醛树脂覆膜砂,其特点为生产*、尺寸*、外貌光洁、能够生产内腔比较复杂的铸件,近年来为众多铸造企业所看好。
覆膜砂射芯机为框架立柱式,设计新颖,结构稳固,采用上下合模,方便更换模具,****左右射沙单螺杆升降*设计,调整方便、快捷,优化圆型沙筒设计,射芯更流畅,控制系统采用模块化,可以单个动作,点动单循环,参数设计简单,便于操作运行可靠。
水平分型射芯机采用编程序控制器PLC控制系统,点动、单循环和全自动三种操作方式,每次定量加砂,可单孔或多孔射砂,温度自动数字显示,温度高低按要求选择仪表控制调节,稳压储气包,集成在立柱当中,外形美观。比普通射芯机具有的优点功能,简化了很多原材料的使用,设计新颖,在不影响功能的情况下降低了设备的成本。全自动射芯机、覆膜砂射芯机、 泥芯机在铸造行业*称射芯机。
射芯机即射压式造型机,是利用压缩空气将型砂均匀地射入砂箱预紧实,然后再施加压力进行压实。常用的有垂直分型无箱射压造型机和水平分型脱箱射压造型机。
射芯机生产*,砂型尺寸*,可适当减少加工量。操作简便,铸件成品率高。更多铸造厂更青睐于使用射芯机造型。
射芯机的射砂装置:包含有砂筒、气阀、砂筒架、射头、射砂板等零部件组成。工作时由压紧缸将砂筒压紧在芯盒的上平面上,打开射砂阀进行射砂。排气射砂完毕,松开压紧缸(退回原始位置)完成射砂、加砂工作。
双工位直杠射芯机,是一种四柱开闭式结构,全自动、手动操纵的热芯盒制芯设备,适用质量小于3.2千克的砂芯。恒盛双工位直杠射芯机的工作原理是将干树脂砂射入加热的芯盒很快硬化到一定的程度将之取出,得到表面光滑、尺寸*的****砂芯成品。
恒盛双工位直杠射芯机电控系统可按客户需求采用plc、数显触摸屏等****电子器件,性能稳定、安全可靠。
恒盛双工位直杠射芯机,采用双工位设计,开合模垂直分型,一次可射2副模具。双开模结构设计可同时满足两副不同模具的一次成型,大大****了生产*,双工位射芯机采用热芯盒成型技术,模温数显,工艺参数可调,采用*性滑板,安装模具尺寸在一定范围内无****可调,适用于尺寸跨度较大模具的生产。
恒盛双工位直杠射芯机特点:两个射头采用射砂筒往返直线移动完成加砂和射砂动作。根据用户模具不同两个射头既可以同时动作又可以单个运行动作,可以同时安放两付不同模具,又可以一边安放一付不同模具进行生产,操作方便快捷,生产率高。
在使用双工位直杠射芯机时,还需要我们正确的掌握操作流程,这样才能延长双工位射芯机的使用寿命。下面给大家介绍正确的操作流程:
A.双工位射芯机操作者按下按钮可顺序完成以下动作:
合模---射筒移动前进---压紧---射砂---排气---松开---射筒移动复位---*固化后开模---顶出砂芯---(操作者)取出砂芯。
B.检查砂斗(储砂斗)的砂位,加满砂芯。
C.接通电源:打开电器箱上的电源开关,检查电源是否正常。
D.接通电源:打开气源截止阀,检查压力是否正常。若发现异常,应立即检查调整,将压力调整至正常值。
E.加热方式:为电加热。模具加热,预热前先检查模具安装是否正确,检查电热管进线的绝缘情况是否良好,如有漏电立即停机检查维修,并将模具处于合模状态。将加热固化按钮按下,开始加热固化。加热温度的设定。可调节数显式温控仪表分别设定动模和定模的温度,可在0-300℃的范围内调节。模具的加热温度应按工艺要求来决定,一般为200-260℃之间为宜。
F.对各运动部件加注润滑油。