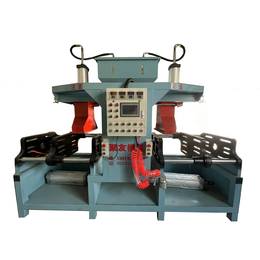
HS6040双工位壳芯机垂直造型线









| 设备工位 | 双 |
| 砂头数量 | 双 |
| 气缸和行程 | 160*500 |
| 温度转制 | 220°v |
| 操作方式 | 自动 |
覆膜砂原材料的选用覆膜砂一般由骨料、粘结剂、固化剂、润滑剂和特殊添加剂组成。
1.1 骨料 骨料是构成覆膜砂的主体。对骨料的要求是:耐火度高、挥发物少、颗粒较圆整并自身强度高等。一般选用天然擦洗硅砂,这主要是由于其储量丰富,价格便宜,能满足铸造要求。只有特殊要求的铸钢件或铸铁件才采用锆砂或铬铁矿砂。对硅砂的一般要求是:
(1) SO2含量高。铸铁及有色铸造用砂要求SO2>90%,铸钢件要求>97%;
(2) 含泥量≤0.2%;
(3) 粒度分布宜采用3-5筛分散度;
(4) AFS细度:应根据铸件表面粗糙度要求来选定不同的细度,一般为AFS50-65;
(5) 粒形:尽可能选用圆整性好的硅砂,角形因素应<1.3;
(6) pH值<7;
(7) 硅砂需用水擦洗过,如有特殊要求,可将硅砂酸洗或进行高温活性处理(900℃焙烧)
1.2 粘结剂 目前普遍采用酚醛类树脂作为粘结剂。酚醛类树脂有固体和液体、热固性和热塑性之分。目前制作覆膜砂通常采用热塑性固态酚醛树脂。对其性能要求是:
(1) 聚合速度(热板法):25-27s
(2) 软化点(环球法):90-105℃
(3) 流动性(斜板法):60-110mm
(4) 游离酚含量(*化法):≤4%
粘结剂的性能对覆膜砂的品质有很大的影响,人们一直在致力于研究如何****酚醛树脂的性能,以及寻找酚醛树脂的替代品。国外已开发出不同性能的*树脂,如高强度低发气树脂、易溃散树脂,也有采用改性聚酯树脂的报道,但未得到*推广,至今普遍采用的仍是改性酚醛树脂。国内近年来在覆膜砂*酚醛树脂的研究开发方面发展较快,已开发出不同的改性酚醛树脂供生产使用。
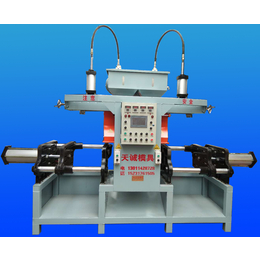
射芯机可以满足壳芯砂生产的需要,而且因为生产*、可以节省部分人工费用等优势,受到业界的欢迎。为了能更好的了解和使用射芯机,下面就让射芯机厂家带领我们先来认识一下射芯机的三大组成部分
一、射砂装置:包含有砂筒、射头、砂筒架、射砂板、气阀等零部件组成。工作时由压紧缸将砂筒压紧在芯盒的上平面上,打开射砂阀进行射砂。排气射砂完毕,松开压紧缸(退回原始位置)完成射砂、加砂工。
二、模架部件:主要由动模板、左右支架板及导柱、导套、顶杆、合模缸等零部件组成。
1、动模板在合模的推拉下沿导柱左右移动完成合模、开模的制芯过程。动模板在开模时由定模板上的顶杆顶在顶芯板上砂芯被顶出手工轻易就可取出。
2、整个模架由左右支架板安装在底座上。
3、底座:整个设备的支撑、模架、立柱、电控箱、电磁阀等安在其上。
4、底座:整个设备的支撑、模架、立柱、电控箱、电磁阀等安在其上。
三、立柱部件:主要由横梁、立柱构成设备的上部构架。在横梁上安装有砂筒、砂斗、砂阀部件、压紧缸等零部件构成制芯的供砂、供气系统。
射砂装置、模架部件和立柱部件共同构成了射芯机,虽然表面上射砂装置似乎直接关系到射芯质量的好坏,但事实上所有的部件对于射芯机铸造出****铸件都同样重要,缺一不可。