

单工位水平全自动覆膜砂射芯机









| 设备工位 | 单 |
| 砂头数量 | 单 |
| 砂斗容量 | 50kg |
| 水平/垂直 | 水平 |
| 缸径和行程 | 200*500 |
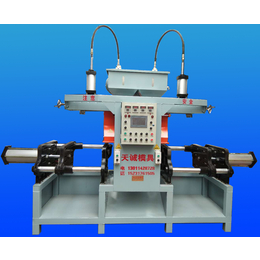
单工位单射砂头射芯机的介绍
单射头单工位射芯机适用一套模具,设备外形简单,使用方便。
它的生产效高,热芯盒射芯机工作过程是填砂与紧实同时完成的,并立即在热的芯盒中硬化,一个循环周期仅需十几秒至几十秒,便可生产出供浇铸用的砂芯。射芯机砂芯质量好:能射制任何复杂程度的砂芯,而且尺寸*、表面光洁,从而可以减少铸件加工余量。
工作原理是瞬间把覆膜砂射入模具芯盒的机器,在现代铸造企业,的应用越来越广泛。是采用覆膜砂制芯,适用于热芯盒。的特点是应用两根导柱,垂直开合模,同时安装两副不同的模具,左右开合模(相当于双模架)。广泛应用于铸造行业中,用射芯机制造的型芯尺寸*,表面光洁。射芯机工作原理是将以液态或固态覆膜沙为粘结剂的芯砂混合料射入加热后的芯盒内,砂芯在芯盒内预热很快硬化到一定厚度(约为5~10 mm) 将之取出,形成表面光滑、尺寸*的****砂芯成品
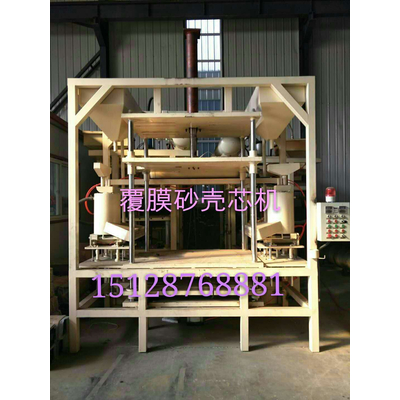
水平射芯机的想、介绍
◆水平分型,四立柱导向,开合模平稳可靠,适用于各类缸体缸盖水套芯、端盖芯、曲轴箱芯及壳型等。
◆有上顶芯装置,确保砂芯留在下型,下顶芯接芯取芯。
◆射咀可采用插入式,减少浪费和清理工作量。
模具浇注之后,铸件在砂箱中凝固和冷却,然后落砂。铸件落砂相当简单,倾翻砂箱铸件就从松散的干砂中掉出。随后将铸件进行自动分离、清理、检查并放到铸件箱中运走。干砂冷却后可重新使用,很少使用其他附加工序,金属废料可在生产中重熔使用 低压铸造模具是指相对于高压(重力金型)铸造模具细化的一项工业技术标准模具,此项工业技术模具可以追溯到上世纪初,主要是用于铝合金工业产业化的领域追至现代。现如今低压铸造模具多用于汽车相关部件,例如汽车气缸头、气缸体、刹车毂、离合器罩、轮毂、进气歧管。低压铸造模具为非标设计模具,工业领域使用中依靠其材料使用率****高的特点能****大降低生产成本。操作低压铸造模具工艺为模具放在一个密闭的炉子上面,型腔的下面用一个管(叫升液管)和炉膛里的金属液相通。如果在炉膛中金属液面上加入带压力的空气,金属液会从升液管中流入型腔。压铸机分为热室压铸机和冷室压铸机两类。热室压铸机自动化程度高,材料损耗少,生产效率比冷室压铸机更高,但受机件耐热能力的制约,目前还只能用于锌合金、镁合金等低熔点材料的铸件生产。当今广泛使用的铝合金压铸件,由于熔点较高,只能在冷室压铸机上生产。压铸的主要特点是金属液在高压、高速下充填型腔,并在高压下成形、凝固,压铸件的不足之处是:因为金属液在高压、高速下充填型腔的过程中,不可避免地把型腔中的空气夹裹在铸件内部,形成皮下气孔,所以铝合金压铸件不宜热处理,锌合金压铸件不宜表面喷塑(但可喷漆)。否则,铸件内部气孔在做上述处理加热时,将遇热膨胀而致使铸件变形或鼓泡。此外,压铸件的机械切削加工余量也应取得小一些,一般在0.5mm左右,既可减轻铸件重量、减少切削加工量以降低成本,又可避免穿透表面致密层,露出皮下气孔,造成工件报废。
◆射头在射砂后自动移开,同时自动加砂,射板无需水冷。
◆加热方式:电加热。
◆射头内设挡砂装置,在更换射板时,射头内的余砂不会漏下。
◆整机传动采用气压,使射芯机动作平稳可靠。
◆控制部分,操作简单。用户可根据操作说明书操作
◆上砂机为气动装置