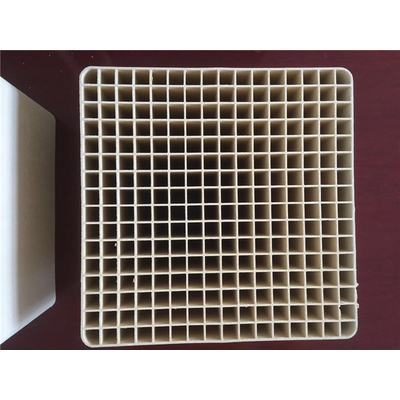
SCR蜂窝催化剂,博霖环保,SCR蜂窝催化剂业绩
氨量控制scr催化剂
在NH3 /NOx 摩尔比小于1 时,随NH3 /NOx摩尔比增加,scr催化剂脱硝效率****明显; NH3 投入量超过需要量,SCR蜂窝催化剂寿命, NH3 会造成二次污染, 一般控制NH3 /NOx 摩尔比在1.0左右。NH3 的流量控制阀调节控制NH3 的流量,控制系统根据反应器入口NOx的浓度、烟气流量、反应器出口所要求NOx 的排放浓度和氨的逃逸浓度计算出氨的供给流量。为保证人身和设备安全,发生下列情况,氨气阀门自动关闭:低的烟气流量;高的氨气/空气比;催化剂入口烟气温度过高;催化剂入口烟气温度过低;没有来自锅炉的运行允许信号;启动急停开关。

3 氨稀释空气流量控制
氨稀释用空气流量在SCR 系统运行时被设定好,不再调整。两台空气压缩机,一台备用。当*台空气压缩机输出气体压力低于设定值或发生故障时,第2台空气压缩机自动启动scr催化剂
4 氨气蒸发器
氨气蒸发器与储罐为一体化结构,SCR蜂窝催化剂业绩,加热器放置在无水氨的液体中,通过氨储罐内的压力控制加热器。当储罐内的压力低于设定压力时,加热器通电加热液氨;加热器过热则断电保护。

SCR催化剂可分为高温催化剂(345℃~590℃)、中温催化剂(260℃~380℃)和低温催化剂(80℃~300℃),不同的催化剂适宜的反应温度不同。如果反应温度偏低,
SCR脱硝催化剂的再生处理工艺
3.1经过实验室周密检验分析,并与已有的强大数据库进行比对,量身定制出再佳工艺方案。
3.2预处理:催化剂模块进入吸尘车间,去除催化剂表面松散的飞

目前,蒙脱石MMT是脱硝催化剂用必不可少成分之一,可以TiO2/MMT作为SCR催化剂载体。TiO2/MMT制备SCR脱硝催化剂的可行性在20世纪末已被认可,日本1996年公开的专利(JP08-117597)指出用改性MMT替代TiO2制备SCR脱硝催化剂,SCR蜂窝催化剂,取得了较高的NOx脱除率。
SCR脱硝催化剂的失活机理
2.1因进入脱硝反应器的烟气温度过高而引起催化剂热烧结。
2.2因烟气中的气态As2O3在催化剂微孔内凝结和在催化剂活性位上发生反应生成不具备催化能力的稳定化合物而使催化剂发生*。
博霖环保科技现场再生可以把表面沉积物和附载物用物理化学方法简单清除,再负载一定量的化学活性物质。但是现场再生可能带来的危害:失活的催化剂含有钒、钼、钨等*,SCR蜂窝催化剂活性,现场再生清洗过程中会产生含有*的废水、废渣,加之现场没有无害化处理设备和系统,****易对电厂周边环境和水质形成二次污染,对电厂工作人员产生较大的健康风险。
工厂化再生是通过物理和化学方法有机的结合,可以将催化剂表面和微孔堵塞物完全去除,更重要的是把化学*物磷和碱金属也有效地去除。工厂化再生可以严格控制烘干、煅烧的环境,这对化学活性物的负载过程的有效性至关重要。*的工厂再生工艺是一个复杂的物理化学过程,也是为每一个客户量身定做的再生方案,可以使催化剂的化学性能恢复。工厂化再生配有污水处理设施,可以将再生过程中产生的废水处理到达标排放。
2014年8月19日*环保部在《废烟气脱硝催化剂危险废物经营许可证审查指南》中否定了现场再生,鼓励工厂再生。因此工厂再生是脱硝催化剂再生行业的主流技术。脱硝催化剂再生技术在国外有近二十年的应用经验,技术成熟,并且有大量的成功应用业绩,国内再生业务刚刚起步,仅有几个应用业绩。
SCR蜂窝催化剂活性|博霖环保|SCR蜂窝催化剂由山东博霖环保科技发展有限公司提供。“SCR催化剂,烟气脱硝催化剂,烟气脱硝技术改造,蜂窝式催化剂”就选山东博霖环保科技发展有限公司(www.sdbolin.cn),公司位于:济南市经济开发区,多年来,博霖环保坚持为客户提供****的服务,联系人:刘敦果。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。博霖环保期待成为您的长期合作伙伴!