
东莞市精诚世嘉智能装备有限公司
主营:mql微量润滑系统 微电离子加工液系统 快速油水分离器 快速清理过滤系统 磁性过滤器
传统切削液存在的问题?
发布时间:2020-07-15223次浏览
1.油剂切削已不能满足生产需要
数控化普及、刀具制造技术进步,简单地依靠加大切削液用量,降低切削温升的办法已不能满足生产的需要。
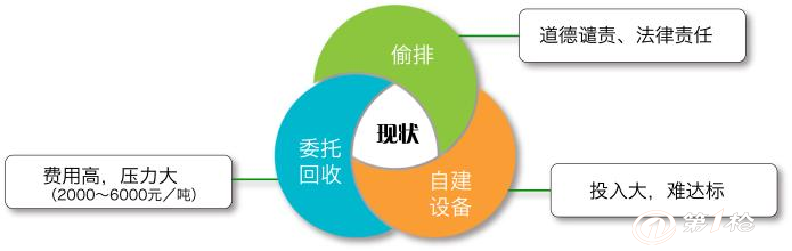
2.切削液是金属加工业的主要污染源,这些液体的随意排放、粘附在切屑上的露天放置、加工时的飞溅、升腾、长时间的泄漏终将污染饮用水源

对技术要求高的金属切削加工,切削液浇注方式存在根本性技术瓶颈
切削点的高温导致切削液的气化,引发膜态沸腾效应,使切削液在发生膜态沸腾的工作温度和区域内,难以有效发挥其对切削点的润滑和冷却作用。 切削液的膜态沸腾,即切削液处于其相变的临界点温度时发生气化,在其紧靠切削点附近形成密集的、不断膨胀和破灭的气泡。大量气泡的聚集则形成相对封闭的隔热层,导致热传导的恶化。 切削液气化的临界点温度一般在130~300℃。 主轴高速旋转产生的离心力、高压旋风气流会阻碍切削液到达切削中心区域,从而削弱切削液的润滑与冷却效果。
传统切削液浇注方式下衍生的其他技术问题
衍生问题
膜态沸腾状态下,切削区域的切削液供给沒有连续性,产生间断、不规则的润滑,影响加工工件的表面质量。 膜态沸腾状态下,切削液难以粘附在刀具表面形成保护膜,造成切削产生的微量废屑颗粒很容易堆积在前刀面形成积屑瘤,并局部代替刀具的峰刃对工件进行加工。 刀具在高温下物理性能发生显著变化,寿命明显缩短;同时切削液的间断性、不规则润滑与冷却进一步恶化了刀具的工作条件端的后果是刀具崩刃。 切削液在循环使用中,杂物逐渐增多,润滑效果趋于越来越差,一方面加剧了刀具的磨损,另一方面造成了产品性能的不稳定。
后果
生产效率降低,工件精度下降,产品使用寿命缩短;高附加值产品缺失与高价值订单流失。