
无锡丰鋆机电设备有限公司

冷焊机修补大师FYHB2000
产品属性
- 电压:
- 220V
- 最大功率:
- 2000W
- 尺寸:
- 460*400*310
- 放电次数:
- 40-2100
- 重量:
- 30KG
- 品牌:
- 其他
- 作用原理:
- 脉冲激光
- 激光发生器:
- 其他
- 控制方式:
- 手动
- 型号:
- FYHB2000
设备原理:
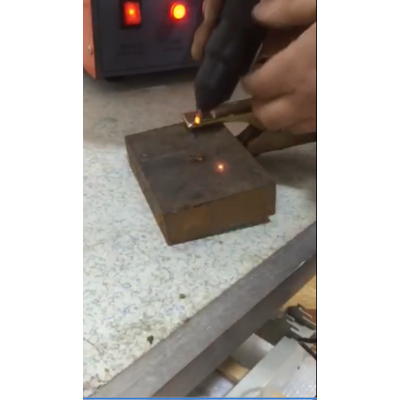
电火花沉积工艺试讲电源存储的高能量电能,在金属电****与母材瞬间高频释放;通过电****材料与母材之间的空气隔离形成通道,使母材表面产生瞬间高温(8000-25000)、高压微区;同时离子状态的电****材料在微电场作用下熔渗入工艺,简单地讲,是介于其间的工艺。
基本无退火和变形:基本无需预热,堆焊的瞬间过程中无热输入,因而无变形,咬边和残余应力,不会产生局部退火,不改变模具或产品金属*状态。
熔接强度高:由于本焊机的单点输出能量高,焊材的每一个单点以熔融的状态结合到基体,形成冶金结合,产生****强的结合力。
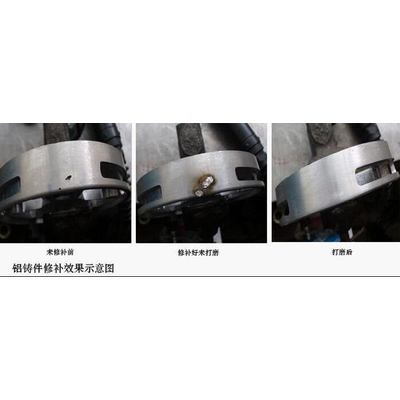
*精度高:堆焊厚度从几微米到几毫米,只需打磨、抛光,修补后色差小或无色差。
一机多用:可进行堆焊、表面强化等功能。可对黑色金属(球铁、灰铁、不锈钢等)有色金属(铜、铝等)进行焊补。
环保性:工作过程中吴任何污染。
使用性:任何人都容易使用,无需****,难焊接的地方也可以进行堆焊。
经济性:在现场立刻*,****生产效率,节省费用。
设备参数
|
输入电压(V) |
220V单相50HZ/60HZ |
****输出功率(W) |
2000 |
|
二次输出电压(V) |
20-160 |
电容器****容量(uf) |
560 |
|
频率可变范围(HZ) |
40-2100 |
焊补时工件温度(℃) |
20-85 |
|
焊点温度(℃) |
8000-10000 |
焊丝(mm) |
1.0-3.2 |
|
尺寸(mm) |
460*400*310 |
重量(kg) |
30 |
|
主要耗材 |
保护镜片、焊丝、*气、电 |
||
设备原理:
电火花沉积工艺试讲电源存储的高能量电能,在金属电****与母材瞬间高频释放;通过电****材料与母材之间的空气隔离形成通道,使母材表面产生瞬间高温(8000-25000)、高压微区;同时离子状态的电****材料在微电场作用下熔渗入工艺,简单地讲,是介于其间的工艺。
基本无退火和变形:基本无需预热,堆焊的瞬间过程中无热输入,因而无变形,咬边和残余应力,不会产生局部退火,不改变模具或产品金属*状态。
熔接强度高:由于本焊机的单点输出能量高,焊材的每一个单点以熔融的状态结合到基体,形成冶金结合,产生****强的结合力。
*精度高:堆焊厚度从几微米到几毫米,只需打磨、抛光,修补后色差小或无色差。
一机多用:可进行堆焊、表面强化等功能。可对黑色金属(球铁、灰铁、不锈钢等)有色金属(铜、铝等)进行焊补。
环保性:工作过程中吴任何污染。
使用性:任何人都容易使用,无需****,难焊接的地方也可以进行堆焊。
经济性:在现场立刻*,****生产效率,节省费用。
设备参数
|
输入电压(V) |
220V单相50HZ/60HZ |
****输出功率(W) |
2000 |
|
二次输出电压(V) |
20-160 |
电容器****容量(uf) |
560 |
|
频率可变范围(HZ) |
40-2100 |
焊补时工件温度(℃) |
20-85 |
|
焊点温度(℃) |
8000-10000 |
焊丝(mm) |
1.0-3.2 |
|
尺寸(mm) |
460*400*310 |
重量(kg) |
30 |
|
主要耗材 |
保护镜片、焊丝、*气、电 |
||

