
南阳市中捷数控科技有限公司
七轴深孔钻哪家好,采购七轴深孔钻,常平七轴深孔钻
产品属性
深孔钻床的主要作用就是用来进行深孔加工的*设备,当然我们在购买深孔钻床的时候也是要求产品在选择钻头的时候也是非常的重要,对于深孔钻床的品牌来说通常的来说我们可以选择的钻头的厂家也是非常的多,价格也是五花八门的。
所以说不管是产品的质量还是产品的价格也都有着非常大的不同,所以说我们在购买深孔钻机床的时候选择什么样的品牌也是很重要的。

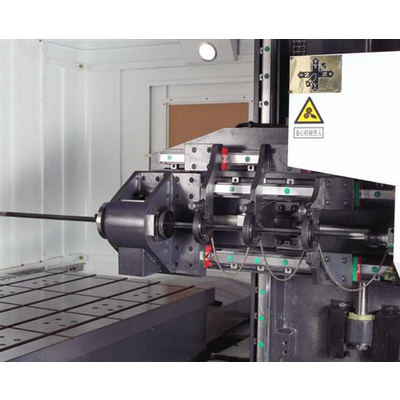
ZJR系类六轴数控深孔钻床是一种以深孔钻屑为主,兼铣屑功能于一体的自动化机床。该机床集现代工业****技术为一体,性能、精度、加工范围、操作方式、工作效率均达到国际****水平。

数控深孔钻维修需要注意哪些事项?
加工适用范围广,具有高刚性、*、高速度、****率、高可靠性、大扭矩等特点。深孔钻床能够方便的加工各种形式的深孔,对于各种特殊形式的深孔,比如交叉孔、斜孔、盲孔及平底盲孔等也能很好的解决。其不但可用来加工大长径比的深孔(较大可达300倍),也可用来加工精密浅孔,其较小的钻削孔径可达0.7mm。
数控深孔钻维修注意事项:
1、做任何维修工作之前必须关闭总电源****其它人意外开机。
2、总电源关闭一段时间后,用万用表检查,确认无剩余电压才可进行维修。
3、电气设备的维修一定要由有资格的工程师进行。
4、更换电气组件时一定要检查其规格是否与原始件规格相一致。
5、当更换保险丝的时候,检查新保险丝的额定值,太高会造成设备的损坏。
6、不能移动或更改限位开关,接近开关等其它的安全设备。
7、当在较高的地方进行维修时,应使用梯子并戴上钢盔。
8、确认维修全部完成后才能开动机床。
中捷数控专注于数控深穿孔领域,自成立以来一直保持高速发展。主营产品有:三轴数据深钻孔,四轴多功能深钻孔,五轴钻铣中心,轴类深钻孔以及其他****行业*钻。
试验使用普通的未涂层整体硬质合金单刃深孔钻加工低硫调质钢作为比较基准,来评价单刃深孔钻的性能。通过切削试验,普通的整体硬质合金单刃深孔钻的刀具磨损状况和切屑形状表明,在进给量f=0.02mm的条件下,钻削长度达到30m时刀具出现轻微磨损,由于刀具承受的切削热和切削力负荷小,因此仅有轻微的月牙洼磨损和后刀面磨损,所产生的切屑是斜螺旋卷切屑,容易从孔中排出。通过****进给量,在钻削长度达到lf=9m后,刀具外圆处的刀尖已显示出较剧烈的磨损,使试验不得不因此中断。此外,****进给量对切屑形状也有影响。在斜螺旋卷切屑上还有一段带状切屑,而扁平的带状切屑段会夹在刀具与工件之间,引起刀具*损。

从工业上的实际使用效果来看,普通的单刃深孔钻可以可靠地应用于深孔加工。但要****加工效率,则要受到一定条件的限制,尤其是如果****进给量,则刀具会过快磨损。当单刃深孔钻的进给量变化时,可以看出,测量值随着进给量的****而*,几乎是呈线性关系。当进给量f=0.34mm时,进给力Ff=950N,扭矩Mb=4.3Nm;在f=0.36mm时,刀具由于扭转载荷过大而发生*损。
中捷数控专注于数控深穿孔领域,自成立以来一直保持高速发展。主营产品有:三轴数据深钻孔,四轴多功能深钻孔,五轴钻铣中心,轴类深钻孔以及其他****行业*钻。