
南阳市中捷数控科技有限公司
深孔钻设备哪家便宜|深孔钻设备品牌|横沥深孔钻设备
产品属性
深孔钻头分为焊接式深孔钻头和机加式深孔钻头,深孔钻头都是采用内排屑,焊接式深孔钻头的刀片是不可以调换的,一次性使用,机加式深孔钻头的刀片是可以互换的,机加式深孔钻头的刀体可以*使用,刀片可以换下。
焊接式深孔钻头和机加式深孔钻头都是采用授油器供冷却液,内排屑的工艺方法,可在等碳素钢、合金钢实心材料上钻深孔,长径比可达1:100。

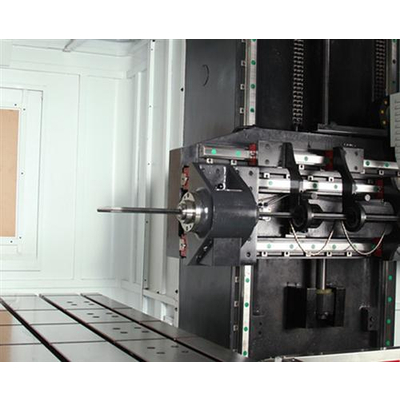
中捷数控专注于数控深穿孔领域,自成立以来一直保持高速发展。主营产品有:三轴数据深钻孔,四轴多功能深钻孔,五轴钻铣中心,轴类深钻孔以及其他****行业*钻。
在机械加工中通常把孔深与孔径之比大于6的孔称为深孔。深孔钻是专门用于加工深孔的钻头。深孔钻按排屑方式分为外排屑和内排屑两类。外排屑的有枪钻、深孔扁钻和深孔麻花钻等;内排屑的因所用的加工系统不同,分BTA深孔钻、喷射钻和DF深孔钻3种。因为整体硬质合金深孔麻花钻不需要在专机上面使用,所以得到越来越广泛的采用,近年来各大厂家都在大力研制此类刀具,深孔钻的技术也得到较快的发展。
中捷数控专注于数控深穿孔领域,自成立以来一直保持高速发展。主营产品有:三轴数据深钻孔,四轴多功能深钻孔,五轴钻铣中心,轴类深钻孔以及其他****行业*钻。

深孔钻(枪钻)是近年发展起来的深孔加工新工艺。传统的深孔加工(孔深与孔径之比大于5),需要钻、镗、粗铰、研磨等多道工序才能加工出有较*和较低表面粗糙度的孔。新工艺是采用结构特殊的刀具和高压冷却润滑系统,可将上述多道工序简化为一次连续走刀完成相当深度的*和低表面粗糙度的孔加工,这种工艺*,经济效益显著。

性能优良的深孔钻切削液是深孔钻加工技术关键之一,深孔钻切削液必须具备下列性能:
1)良好的冷却作用,消除由于变形及磨擦所产生的热量,*积屑瘤的生成。
2)良好的高温润滑性,减少刀刃支承的磨擦磨损,保证刀具在切削区的高温下保持良好的润滑状态。
3)良好的渗透性、排屑性,使切削液能及时渗透到刀刃上,并保证切屑能顺利排出。
因此,深孔钻切削液要求具有高的****压性和低的粘度。

中捷数控专注于数控深穿孔领域,自成立以来一直保持高速发展。主营产品有:三轴数据深钻孔,四轴多功能深钻孔,五轴钻铣中心,轴类深钻孔以及其他****行业*钻。