
河南德隆重工科技有限公司



水平压缩式垃圾站 水平直压式垃圾收集中转设备 地埋式垃圾处理
产品属性
- 日处理量:
- 60-80吨
- 工作电压 :
- 380伏特
- 配套电机功率:
- 15千瓦
- 外形尺寸:
- 长6.9x宽3.3x高1.83米 可定制
- 液压系统工作压力:
- 25兆帕
- 品牌:
- 其他
- 类型:
- 水平式垃圾中转站
- 加工定制:
- 是
- 型号:
- DL-SP008
- 日处理量:
- 80吨
DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机 DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
 DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
 DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
产品工艺
整机钢板下料采用数控等离子切割机进行下料,避免板材下料时产生变形,有效保证材料的使用性能;焊接采用对称焊接法,主要部件采用对接焊后打V型坡口,进行焊接,保证焊接强度,以降低焊接产生的变形。
涂装工艺流程:
1、零部件:喷砂(或抛丸)——喷底漆——喷中涂漆——干燥
(1)前处理:焊接后的零部件转入涂装半成品,喷砂(或抛丸)除锈除油,表面清理干净,前处理达到Sa2.5级,喷砂材料选择石英砂(或金刚砂),抛丸选择金属钢丸;
(2)喷底漆:经过前处理的零部件在4小时内喷涂一道底漆(雨天、大雾天湿度较大应立即喷底漆);
(3)喷中涂漆:底漆喷涂结束后,间隔10min湿碰湿喷涂一道漆,自然干燥或烘干。底漆中涂两道漆干膜厚度≥50μm。
DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机 DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
2、整机(箱体、支架)部分:清油擦拭——刮灰——打磨——喷面漆——喷彩条——修补
(1)清油擦拭:使用棉布擦拭部件表面灰尘、水等杂物,油渍较重部位蘸稀释剂清洁表面污垢,部件表面洁净;
(2)刮灰:外露表面刮涂聚酯腻子,刮涂平整、光滑,没有气孔等缺陷;
(3)打磨:使用磨光机打磨腻子和油漆涂层表面,不易打磨部位使用120号砂布手工打磨,打磨后清理干净;
(4)喷面漆:喷面漆前使用粘尘布擦拭表面,外观应洁净、无灰尘,对不需要喷漆的管路等部分进行遮蔽,遮蔽准确,湿碰湿喷涂两道面漆,两道面漆之间间隔10min,面漆喷涂结束后自然干燥或烘干。底漆+中涂+面漆漆膜厚度≥80μm;
(5)彩条漆喷涂:不需要喷漆周围遮蔽,用180号纱布和菜瓜布打磨需喷涂彩条的地方,擦拭干净后喷彩条漆,自然干燥。漆雾擦拭干净,界线清晰,无锯齿;
(6)修补:对喷漆喷不到的部位或者小缺陷进行修补,确保漆雾、锯齿、漏喷等缺陷得到解决。
DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机 DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
 DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
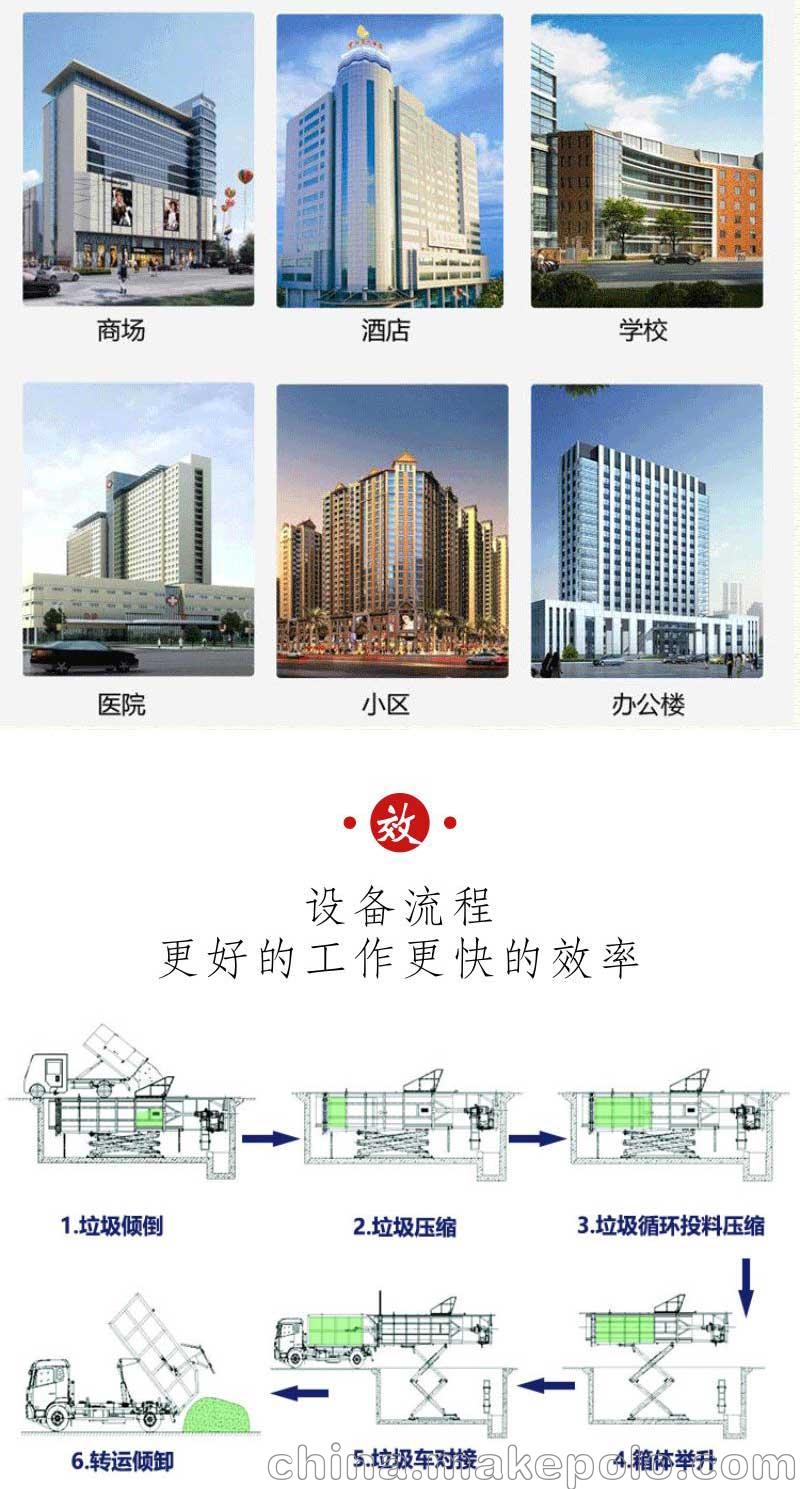
工作流程
1、从周边收集后的各种生活垃圾倾倒于地埋式垃圾站箱体内;
2、垃圾投放后,地埋式垃圾站的投料门关闭后、开始进行垃圾压缩;
3、压缩完一遍垃圾后,再次投放垃圾进行循环压缩,将箱体内的垃圾压缩满为止;
4、垃圾压缩满以后,利用液压装置举升绞架将地埋式垃圾站箱体举升;
5、垃圾转运车过来对接,运走压缩后的垃圾块,设备重新落于地坑里面;
6、垃圾转运车将垃圾转运到处理场进行倾卸。
DL水平压缩垃圾中转站 地埋升降式垃圾中转设备 剪叉垃圾站压缩机
