毕卡焊接设备(上海)有限公司




CO2二氧化碳气瓶充气焊接专机厂家**价格优惠
产品属性
- 1:
- 120
- 2:
- 240
- 3:
- 302
- 4:
- 500
- 5:
- 600
- 品牌:
- 其他
- 类型:
- 悬挂式
- 电源类型:
- 逆变
- 冷却方式:
- 空冷
- 控制方式:
- 自动
- 是否数控:
- 是
- 焊接方式:
- 储能式
- 频段:
- 中频
- 驱动形式:
- 自动
- 焊接原理:
- 对焊
- 用途:
- 焊接
- 型号:
- 57638343
- 额定容量:
- 100
- 额定负载持续率:
- 100
- 工作周期:
- 10
- 最大储能量:
- 100
- 焊接频率:
- 10
- 最大焊接厚度:
- 10
- 焊接材质:
- 金属
- 外形尺寸:
- 200*500
- 重量:
- 300
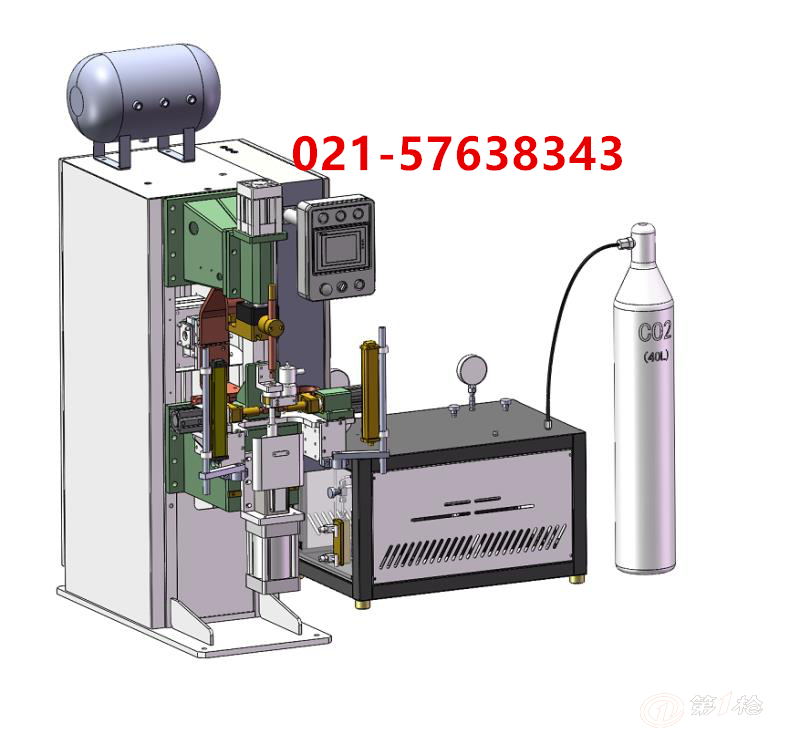
CO2二氧化碳气瓶充气焊接专机
1.工作流程:
1.钢瓶上料:人工将膜片放入气瓶瓶口,
2. 启动双手按钮或则脚踏按钮,
3. 下气缸将工件顶入充气装置,增压系统工作,自动充气。
4. 压力到了设定压力的时候,高压电磁阀自动切断气源,
5. 随后焊接气缸加压,放电焊接,气缸退回,
6. 人工将气瓶取出,放入电子秤复称
2.气体气压增压稳压系统
此设备采用较****的技术将二氧化碳大钢瓶中的二氧化碳增压或减压,储存在设备内部气罐中,小钢瓶充气时能够以恒定的气压流向充气机构,确保充气重量稳定在规格范围内,充气回路中装有压力感应开关,低于设定的气压时会报警。
充气技术指标:
小钢瓶体积和充气时间不变,不同气压下,小钢瓶内气体重量的变化:
设备结构:
a) 机架结构:采用****钢板、型材钢等焊接、热处理(去应力)和精机加工,保证工件焊接时所需的刚性和精度要求。此设备结构相对简单、操作方便,维修便利。
b) 加压机构:上部安装有1组亚德客SCT系列双行程加压气缸,气缸带动电****开始焊接时气缸下压,提供适当的焊接压力,以保证焊接质量。
c) 变压器:采用1组中频逆变变压器,频率为1000 Hz,输出电流40KA,
d) 矽钢片采用日本进口。变压器整流二****管采用德国进口二****管整流,质量稳定可靠,把交流转变为直流提供焊接使用,能量损失小,可以节省更多的能源,降低焊接成本。
e) 中频电源系统:中频电源系统由中频逆变控制器、中频逆变器和中频变压器等组成。中频控制器是通过编程软件的程序指令及各种参数的设定完成自动检测、自动焊接、逐级复位、安全保护等项工作。控制器采用微机控制、多组程序,具有功率因素等自动校正、变压器过热保护、电压波动补偿等优点,且带有工作常用参数设计,方便操作者使用。中频逆变器是引进德国****的技术,结合多年的焊接经验开发而成,其主要逆变器件如IGBT、SCR及驱动模块全部采用德国进口元件,确保其质量的可靠和稳定性。
f) 中频控制系统:外箱、整流电路、滤波电路、功率开关电路、检测电路及焊接控制器等组成.模块式结构之可控硅除高度安全外,更完全与大地回路隔离,不会因泠却水之洁净问题而产生不可预料之事故.焊接控制器由PLC,可控硅驱动板,多功能保护及缺相检测板,功能控制板等多个部份组成.焊接控制器采用多个微控制器组成,操作界面触摸屏调节显示.