
惠州市迅思压铸有限公司
主营:铝合金压铸件、锌合金压铸件、铝合金压铸模、锌合金压铸模具、压铸厂、惠州压铸件、惠州压铸模

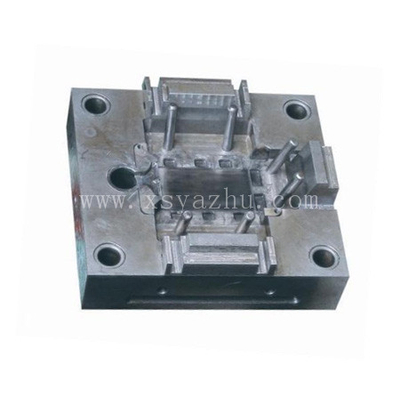
铝合金压铸模具 惠州迅思压铸模设计加工一体厂家
¥50000元/件
中国 广东 惠州 博罗县
来电请说明在第一枪看到,谢谢!
产品属性
- 品牌:
- 其他
- 作用对象:
- 铝合金
- 适用范围:
- 多种适用
- 模具安装方式:
- 固定式
深圳迅思压铸科技有限公司从事铝合金及锌合金压铸,行业经验15年,今天小编来为大家讲下关于铝合金压铸的知识,都是我们在工作过程中总结而来,如有讲得不周到之处,可以联系迅思压铸厂的小编提出来哦,内容如下
1、在设计铝合金压铸模时,考虑到铝合金压铸模具如果有多个位置的抽心位,尽量往两边放置,不要放在下位抽心,不然的话时间一久下抽心会容易出问题;
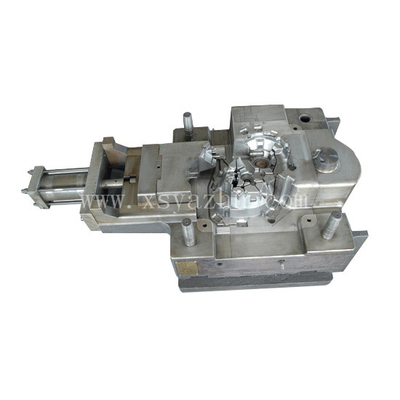
2、脱模问题也是考虑剖一家家一,这点在实际操作中非常重要,一般拔模斜度为1到3度,如果想要脱模比较顺利的话,外拔模在设计时,要比内拔模的斜度要小,控制相差在2度左右;

3、尽量考虑模具结构的复杂性,尽量进行简化,避免出现过于复杂的结构;
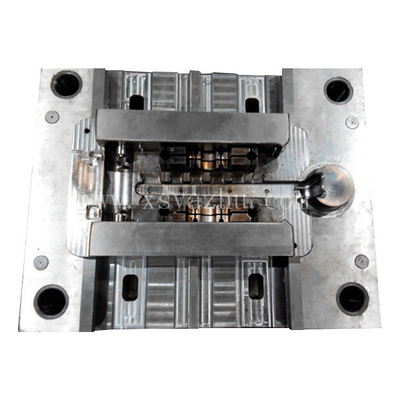
4、要充分考虑到铝合金压铸模壁厚的情况,厚度不同在填充时会有较大的影响,太薄太厚都不宜,一定要适中,
适合产品生产加工;
5、针对对压铸件有特殊要求的,在外观位置的设置,设置浇口溢流槽的设置要合理;
6、一般情况不要做深孔加工,开模做点孔再进行压铸件加工,还有要注意零件也要留量,不能太多也不宜过少。
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn