上海欣汾船用阀门厂


船用内螺纹不锈钢球阀永琪船用阀门厂
产品属性
- 材质:
- 不锈钢 铸钢 铸铁 青铜 双向不锈钢
- 压力:
- 0.5-5.0MPa
- 船检证书:
- CCS NK DNV NK BV ABS ABS
- 加工定制:
- 是
- 品牌:
- 上海欣汾
- 品牌:
- 其他
- 作用和用途:
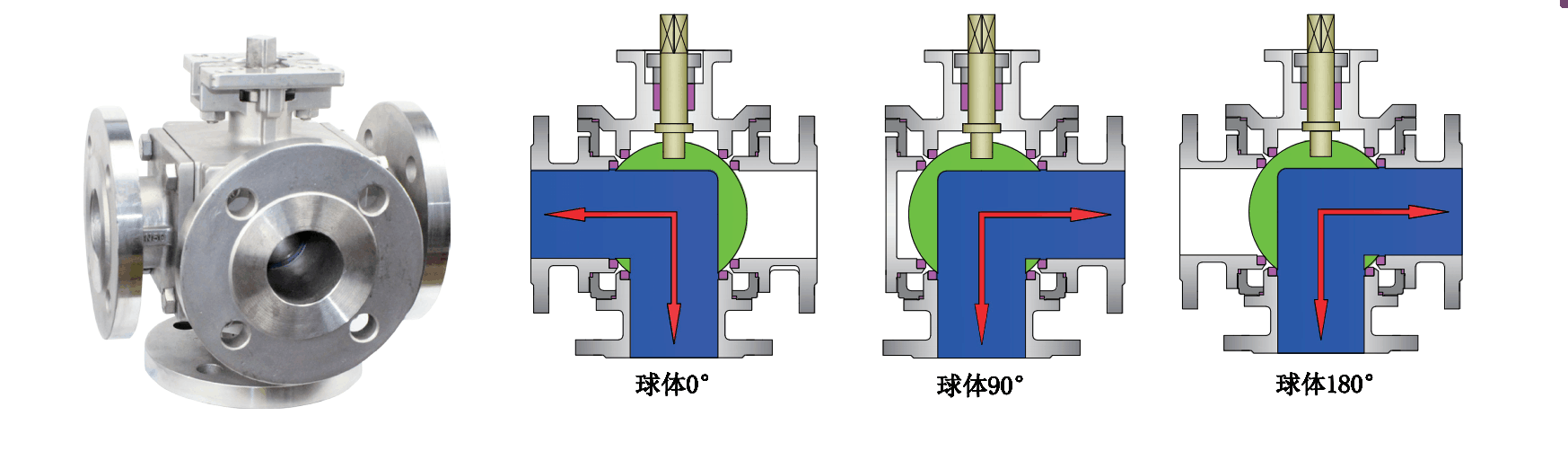
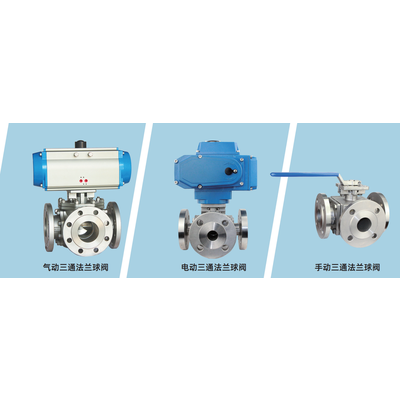
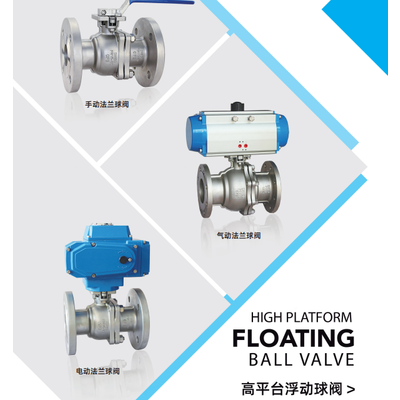
- 球阀
- 驱动方式:
- 自动阀
- 结构特征:
- 截门形
- 型号:
- 船用内螺纹不锈钢球阀
青铜锻造球阀阀体加工工艺的制作方法
【技术领域】
[0001] 本发明涉及一种球阀阀体加工工艺,具体涉及一种青铜锻造球阀阀体加工工艺。
【背景技术】
[0002] 青铜锻造温度范围狭窄,在锻造过程中易出现开裂、粗晶、折叠等缺陷,成品率低,因此,青铜锻造目前尚不能批量生产,主要依靠铸造生产。但青铜铸造存在材料损耗大、 能耗低、环境污染等诸多缺陷,并且相对铸造工艺,金属在锻造成形中可以使原有 的疏松、气孔、夹渣等压实和焊合更紧密;且由于再结晶的发生,能够使原来粗大的枝 晶和柱状晶变为晶粒较细、大小均匀的等轴改善其结构和力学性能;同时,锻造成形 能保证金属纤维的连续性和完整性,使锻件的纤维与锻件外形保持一致,从而保 证零件具有良好的力学性能和长的使用寿命。
【发明内容】
[0003] 本发明的目的是提供一种青铜锻造球阀阀体加工工艺,阀体可以锻造加工,机械 切削加工效率明显改善,阀体的加工精度等级和成品合格率提高,适合大批量生产。
[0004] 本发明的技术解决方案如下: 青铜锻造球阀阀体加工工艺,包括以下操作步骤: 1) 、可锻青铜棒加工,以质量百分比计,可锻青铜棒包括如下组分:铜彡82%;硅 3. 8~4. 2% ;铁 0· 05~0· 1% ;镍 0· 01~0· 1% ;铅 0· 02~0· 08% ;锡 0· 1~0· 15% ;锌 12~14% ;钇 0. 15~0. 18% ;镧0. 2~0. 25% ;其他杂质总含量彡0. 25% ;可锻青铜棒的制作工艺为:①、将 电解铜、黄铜、硅等主要金属元素在1100-1150°C的温度中下进行熔炼,用冰晶粉造覆盖渣, 待完全熔化后,加入预热的锡,待锡全部熔化并充分均匀后,调整温度到1150_120(TC,将 钇、镧混合稀土压入熔体内,搅拌均匀,然后进行成分化验,化验后按照上述组分进行成分 调配,继续熔炼至成分含量符合本实施例低铅可锻青铜棒,在1150-1160°C的温度下进行保 温;函;、按照现有技术生产铜棒; 2) 、毛坯加工,采用锻造的加工工艺,将铜棒切割成一小段放入加热设备加热到700°C 左右,然后放在模腔中,启动锻压设备加工而成,毛坯锻造后进行380°C退火处理; 3) 、毛坯检验合格后,投入专机设备加工,分二步加工步先对阀体的两端和阀杆 安装孔进行钻扩孔,第二步进行螺纹加工资; 4) 、阀体加工后,修毛刺,并用对阀体进行铜屑清理; 5) 、阀体的清洗采用超声波清洗设备进行,采用环保型金属清洗剂,循环槽自动清洗。
[0005] 本发明的有益效果是:本发明阀体毛坯采用*的可锻青铜棒进行锻造加工,成 品合格率高;机械切削加工采用*组合机床,生产流程短,阀体加工效率明显改善,阀体 的加工精度等级和质量有明显提高,适合大批量生产。
【具体实施方式】
[0006] 下面用具体实施例对本发明做进一步详细说明,但本发明不仅局限于以下具体实 施例。
[0007] 青铜锻造球阀阀体加工工艺,包括以下操作步骤: 1) 、可锻青铜棒加工,以质量百分比计,可锻青铜棒包括如下组分:铜彡82%;硅 3. 8~4. 2% ;铁 0· 05~0· 1% ;镍 0· 01~0· 1% ;铅 0· 02~0· 08% ;锡 0· 1~0· 15% ;锌 12~14% ;钇 0. 15~0. 18% ;镧0. 2~0. 25% ;其他杂质总含量彡0. 25% ;可锻青铜棒的制作工艺为:(!;、将 电解铜、黄铜、硅等主要金属元素在1100-1150°C的温度中下进行熔炼,用冰晶粉造覆盖渣, 待完全熔化后,加入预热的锡,待锡全部熔化并充分均匀后,调整温度到1150_120(TC,将 钇、镧混合稀土压入熔体内,搅拌均匀,然后进行成分化验,化验后按照上述组分进行成分 调配,继续熔炼至成分含量符合本实施例低铅可锻青铜棒,在1150-1160°C的温度下进行保 温;?、按照现有技术生产铜棒; 2) 、毛坯加工,采用锻造的加工工艺,将铜棒切割成一小段放入加热设备加热到700°C 左右,然后放在模腔中,启动锻压设备加工而成,毛坯锻造后进行380°C退火处理; 3) 、毛坯检验合格后,投入专机设备加工,分二步加工步先对阀体的两端和阀杆 安装孔进行钻扩孔,第二步进行螺纹加工资; 4) 、阀体加工后,修毛刺,并用对阀体进行铜屑清理; 5) 、阀体的清洗采用超声波清洗设备进行,采用环保型金属清洗剂,循环槽自动清洗。
【主权项】
1.青铜锻造球阀阀体加工工艺,其特征在于:它包括以下操作步骤: 1) 、可锻青铜棒加工,以质量百分比计,可锻青铜棒包括如下组分:铜彡82%;硅 3. 8~4. 2% ;铁 0· 05~0· 1% ;镍 0· 01~0· 1% ;铅 0· 02~0· 08% ;锡 0· 1~0· 15% ;锌 12~14% ;钇 0. 15~0. 18% ;镧0. 2~0. 25% ;其他杂质总含量彡0. 25% ;可锻青铜棒的制作工艺为:(])、将 电解铜、黄铜、硅等主要金属元素在1100-1150°C的温度中下进行熔炼,用冰晶粉造覆盖渣, 待完全熔化后,加入预热的锡,待锡全部熔化并充分均匀后,调整温度到1150_120(TC,将 钇、镧混合稀土压入熔体内,搅拌均匀,然后进行成分化验,化验后按照上述组分进行成分 调配,继续熔炼至成分含量符合本实施例低铅可锻青铜棒,在1150-1160°C的温度下进行保 温;ft、按照现有技术生产铜棒; 2) 、毛坯加工,采用锻造的加工工艺,将铜棒切割成一小段放入加热设备加热到700°C 左右,然后放在模腔中,启动锻压设备加工而成,毛坯锻造后进行380°C退火处理; 3) 、毛坯检验合格后,投入专机设备加工,分二步加工步先对阀体的两端和阀杆 安装孔进行钻扩孔,第二步进行螺纹加工资; 4) 、阀体加工后,修毛刺,并用对阀体进行铜屑清理; 5) 、阀体的清洗采用超声波清洗设备进行,采用环保型金属清洗剂,循环槽自动清洗。
【专利摘要】青铜锻造球阀阀体加工工艺,其特征在于:它包括可锻青铜棒加工、毛坯加工、阀体加工、清除毛刺、清洗等步骤。本发明阀体毛坯采用*的可锻青铜棒进行锻造加工,成品合格率高;机械切削加工采用*组合机床,生产流程短,阀体加工效率明显改善,阀体的加工精度等级和质量有明显提高,适合大批量生产。