
无锡市精恒液压元件有限公司
硬铬表面处理加工-华蓥硬铬表面处理-精恒液压元件(查看)
产品属性






对陶瓷液压活塞杆进行行程检测CIMS MKII设备
1.传感器的供电电源为24V DC,而输出脉冲信号电压等级为5V,所以无论是依照PLC手册上的24V接线,仍是按5V接线,都不能正确读入数值,硬铬表面处理价格,而大概将手册上的两个电压等级的接线图相联络进行接线。
2.因为计数模块是经过A、B两个脉冲信号的先后来区别行程的减小或*,所以当方向不正确时,能够经过对调A、B两个通道的信号得到纠正。

调质活塞杆在机械行业中主要有哪些应用?
活塞杆垂直夹持在淬火床中,适合旋转并直线匀速移动通过高频感应器,连续加热冰冷却,冷却介质根据东莞活塞杆材料而已:45、42CrMo或40Cr用聚乙醇水溶性淬火剂;2C*、3C*、17-4PH钢则以0.1~0.2MPa的压缩空气。所有的冷却方式都是喷射。
高频淬火是急速加热,表层倍淬火硬化,其心部仍处于原来状态,硬铬表面处理加工,经200~240℃回火,华蓥硬铬表面处理,硬度并为受影响,但淬火内应力减少,稳定*。表面淬火后,硬化的表面由强韧的基体支撑,既*又具有高的强度。
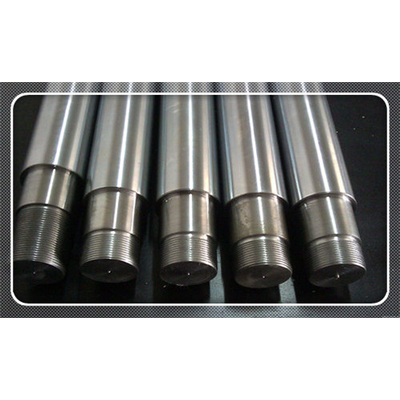
活塞杆表面经特殊研磨及硬铬电镀技术外理,再经镜面抛光而成,*擦、*腐蚀性特性。广泛应用于包装印刷机械、木工机械、健身器材、电动工具、纺织机械、轻工机械、自动化设备等各种工业机械及配套设备。

镍钴铁合金电镀工艺分析:
1、节能:镍钴铁合金电镀工艺路线为:电解去油→清洗→去离子水清洗→活化→水洗→电镀→清洗回收→清洗→水洗,电镀工艺路线在总体上与镀硬铬工艺相似,电镀时电流密度7安培/平方分米,比镀硬铬时要小的多,约只有镀硬铬时的1/10-1/20。镀前处理比镀硬铬要求高。
2、环保:
镍钴铁合金镀层整个过程中无六价铬,主要是镍盐、钴盐,铁盐只要对电镀过程中产生的气体稍作处理,且气体里不含刺激性胺味,因此,环保处理费用小。
3、电镀后的加工性:
A、通常电镀铬后只要进行一道超精加工工序(如抛磨或油石珩磨等),镍钴铁合金电镀后可以进行热处理工序,以提高其显微硬度。即加温至240℃±20℃,保温30至60分钟左右;不会造成机体金属硬度变软。
B、磨削加工性:水平杆尺寸Φ45-0.02-0.06用同一台外圆珩磨机对镀层进行加工:镍钴铁合金镀层比硬铬镀层少珩掉3-10μm;
C、基体的精度要求提高:镍钴铁合金为透明性镀层,基体材料有在强度允许范围内的缺陷时,表面仍清晰可见,有时会误认为镀层的缺陷。

代替镀铬工艺前景:
优点:节能、省电、环保、成本较镀硬铬稍低
缺点:
A、热处理过程中温度240℃±20;
B、通过加热方能提高硬度,加热增加了一道工序,在加热装夹及中转过程中,易产生碰伤,且加热和淬火易产生变形。
建议改进:镀后不经加热淬火其硬度与硬铬相当。
无锡市精恒液压元件有限公司 *生产:活塞杆、精密导轴、精密活塞杆等产品,欢迎来电咨询!
硬铬表面处理加工-华蓥硬铬表面处理-精恒液压元件(查看)由无锡市精恒液压元件有限公司提供。无锡市精恒液压元件有限公司(www.wxjingheng*)有实力,信誉好,在江苏 无锡 的液压机械及部件等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将促进精恒液压元件和您携手步入*,共创美好未来!
