
济南昌润自动化仪表有限公司



烤房热风炉 密集烤房电烤房烤烟房烘干烘烤火炉热风炉锅炉
产品属性
- 长:
- 650
- 品牌:
- 永兴
- 用途:
- 车船用锅炉
- 燃料能源:
- 燃煤锅炉
- 结构类型:
- 组合锅炉
- 循环方式:
- 自然循环
- 燃烧方式:
- 火室燃烧
- 出口压力类型:
- 低压(P<2.45MPa)
- 锅筒数量:
- 双锅筒
- 结构形式:
- 卧式
- 安装方式:
- 组装锅炉
- 炉膛压力:
- 负压锅炉
- 加工定制:
- 是
- 型号:
- 热风炉
- 出口压力数值:
- 20
- 额定蒸发量:
- 1
- 额定供热量:
- 1
- 饱和蒸汽温度:
- 1
- 热效率:
- 1
- 燃料耗量:
- 1
- 额定循环水量:
- 1
- 蒸汽管口径:
- 1
- 排污管口径:
- 1
- 进水管口径:
- 1
- 给水温度:
- 1
- 额定进口水温:
- 1
- 额定出口水温:
- 1
- 额定电压:
- 1
- 功率:
- 1
- 适用领域:
- 1
- 外形尺寸:
- 750
- 重量:
- 50
烤房热风炉 密集烤房电烤房烤烟房烘干烘烤火炉热风炉锅炉
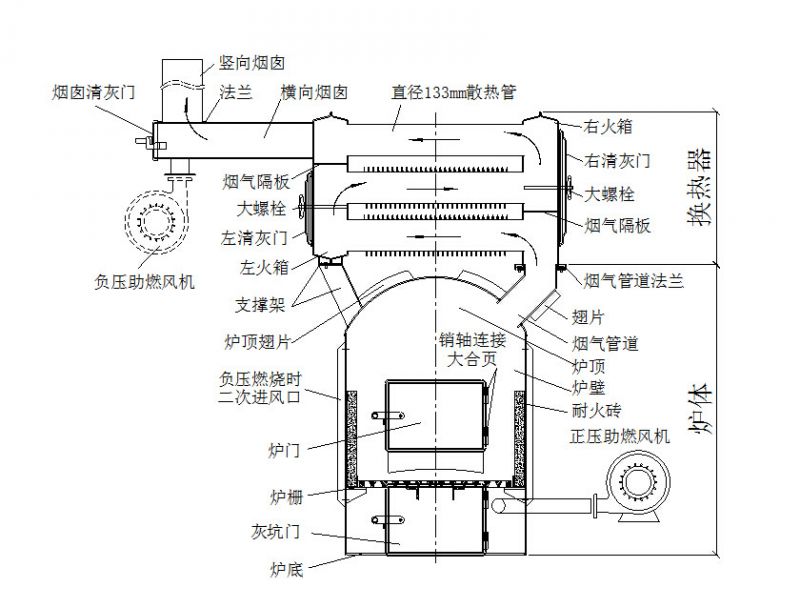
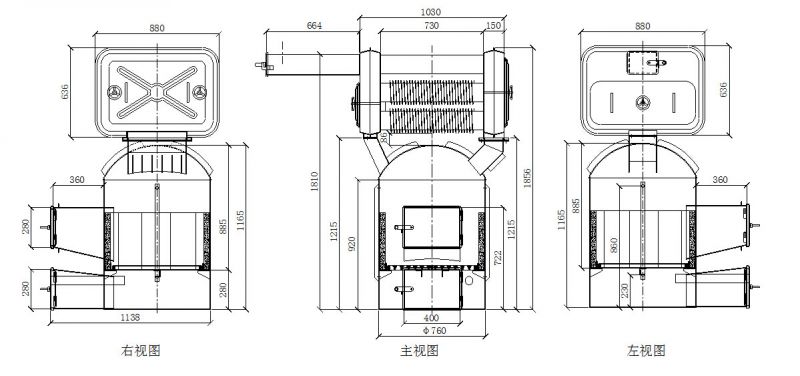
用耐腐蚀性强的特定金属制作,由分体设计加工的换热器和炉体两部分组成。两部分对接的烟气管道与支撑架均采用螺栓紧固连接。换热器采用3—3—4自上而下三层10根换热管横列结构,其中下部7根翅片管,上部3根光管。炉体由椭圆形(或圆形)炉顶、圆柱形炉壁和圆形炉底焊接而成。在炉门口两侧的炉壁对称位置各设置一根二次进风管。采用正压或负压燃烧方式。炉底至火箱上沿总高度1856mm,其中炉体高度1165mm(不含炉顶翅片),底层翅片管翅片外缘距炉顶86mm。
炉顶和烟气管道加散热片。炉顶和炉壁采用对接或套接方式满焊,炉壁和炉底采用对接方式满焊。炉顶翅片(散热片)、烟气管道侧面翅片(散热片)和炉门框法兰可采用双面满焊、单面满焊、单面满焊+对面段焊或两面交错段焊(两面交错段焊点互相连接)方式之一焊接。采用段焊时,每段焊接长度应不小于50mm。为减少变形,烟气隔板与火箱内壁应采用单面断续段焊,采用断续段焊时,段间间隔应不大于100mm。所有焊接部位选用与母材一致的焊材进行焊接,保证所有焊缝严密、平整,无气孔无夹渣不漏气,机械性能达到母材性能。当高等级母材与低等级母材焊接时,须选用与高等级母材一致的焊材。金属外表面均采用耐500℃以上高温附着力强的环保材料进行防腐处理(包含炉底外壁、炉门框下底面、灰坑框下底面、散热管翅片带间隙等隐蔽部位)
换热器采用3—3—4自上而下三层10根换热管横列结构,其中下部7根翅片管,上部3根光管。炉体由椭圆形(或圆形)炉顶、圆柱形炉壁和圆形炉底焊接而成。在炉门口两侧的炉壁对称位置各设置一根二次进风管。采用正压或负压燃烧方式。炉底至火箱上沿总高度1856mm,其中炉体高度1165mm(不含炉顶翅片),底层翅片管翅片外缘距炉顶86mm。设备使用寿命10年以上。
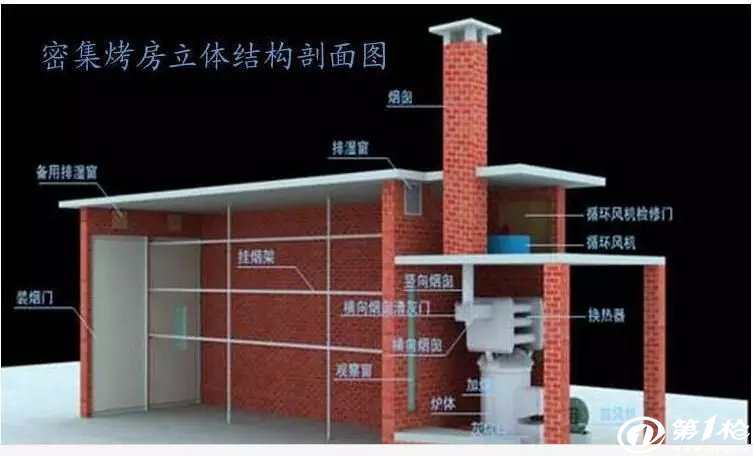
供热设备各部位名称示意图
供热设备结构示意图
换热器
换热器包括换热管、火箱和金属烟囱,配置清灰耙。烟气通过换热管两端的火箱从下至上呈“S”形在层间流通,换热器结构与技术参数。

换热器主视图
换热管
采用厚度4mm耐腐蚀钢板(厚度4mm指实际厚度不低于4mm,下同)卷制焊接而成。管径133mm,管长745mm,与火箱焊接后管长730mm,上部3根为光管,下部7根为翅片管。翅片采用Q195标准翅片带,推荐选用耐候钢或耐酸钢翅片带,翅片高度20mm,厚度1.5mm,翅片间距15mm,带翅片部分管长645mm(图4),钢材符合GB/T700、GB699、GB/T221、GB/T15575和GB/T711规定。翅片带与光管采用高频电阻焊技术焊接,符合HG/T3181和JB/T6512标准。
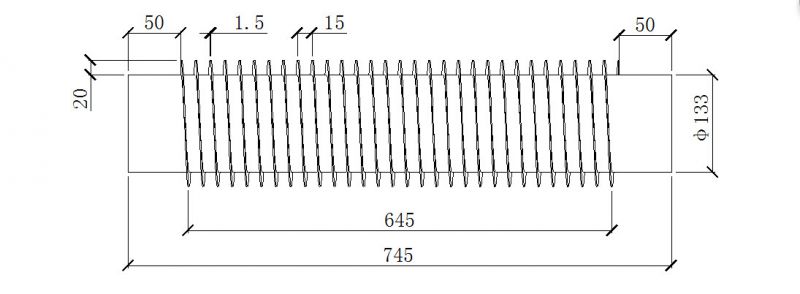
翅片管结构参数示意图
火箱
火箱是换热管层间烟气的流通通道,左火箱上侧与烟囱连通,右火箱下侧与炉顶烟气管道连通。火箱由内壁、外壁、清灰门、烟气隔板构成,在左右火箱的下侧分别焊接一段换热器支撑架和烟气管道,均采用4mm厚耐酸钢制作。
(1)火箱内壁
采用冲压拉伸成型加工。左右两个大小相同,结构相似,均开有从上至下为3—3—4排列的3层共10个φ135mm圆形开口,纵向中心距200mm,横向中心距215mm。换热管端部与两侧火箱内壁通过嵌入式焊接连接。右内壁下部居中开设432mm×42mm烟气通道开口。内壁焊接M14×200mm螺栓,左内壁1根或2根(位置参照右内壁),右内壁2根,配置有与螺栓相配套的镀铬手轮,手轮外径φ100mm,符合JB/T7273.3标准。
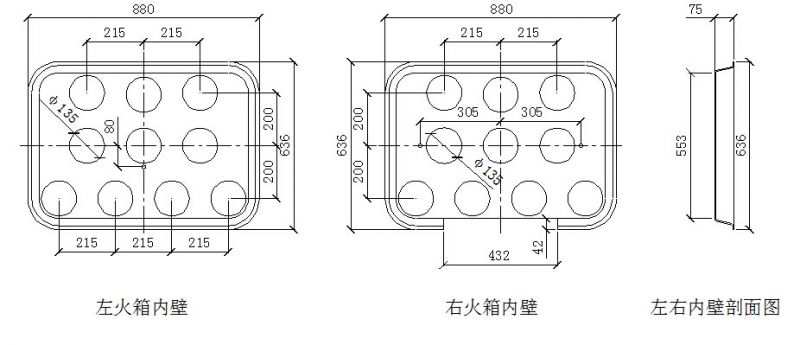
火箱内壁示意图
(2)火箱外壁
采用冲压拉伸成型加工。左右两个大小相同,在结构上有区别,尺寸略小于火箱内壁,方便焊接。左右外壁焊接在左右火箱内壁上。在左外壁上侧居中位置开设195mm×145mm的烟囱出口,下侧居中位置开设690mm×270mm左清灰口;在右外壁居中位置开设690mm×446mm的右清灰口,下部居中开设432mm×42mm烟气通道开口;左右清灰口四周冲压成环状封闭高12mm的外翻边,外翻边与清灰门上的凹陷槽闭合。
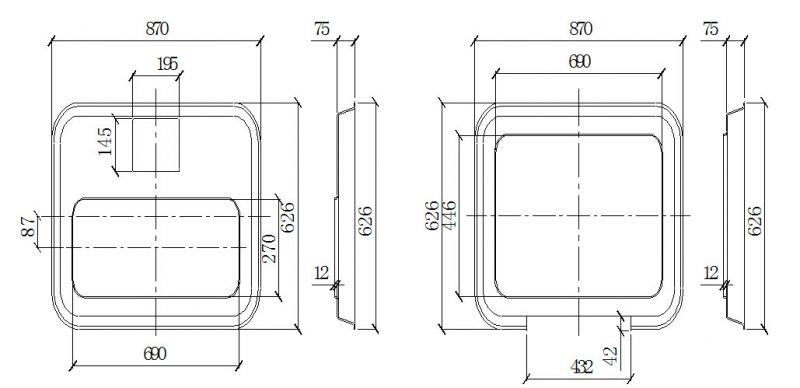
左火箱外壁 右火箱外壁
火箱外壁示意图
炉体
炉体包括炉顶、炉壁(含二次进风管)、炉栅、耐火砖内衬、炉门(含炉门框)和炉底。炉顶与炉壁、炉栅构成的空间为炉膛,炉栅和炉底之间的空间为灰坑。
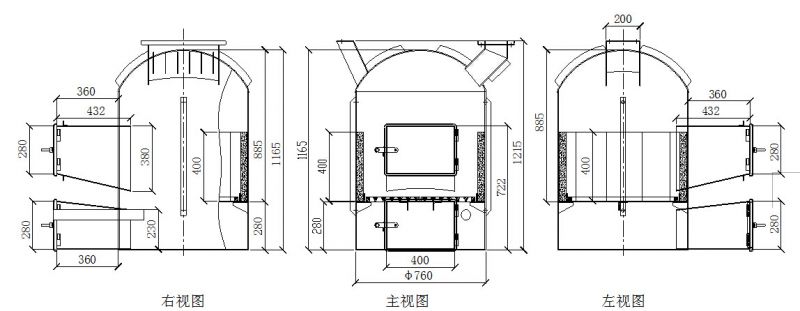
炉体结构示意图
设备安装
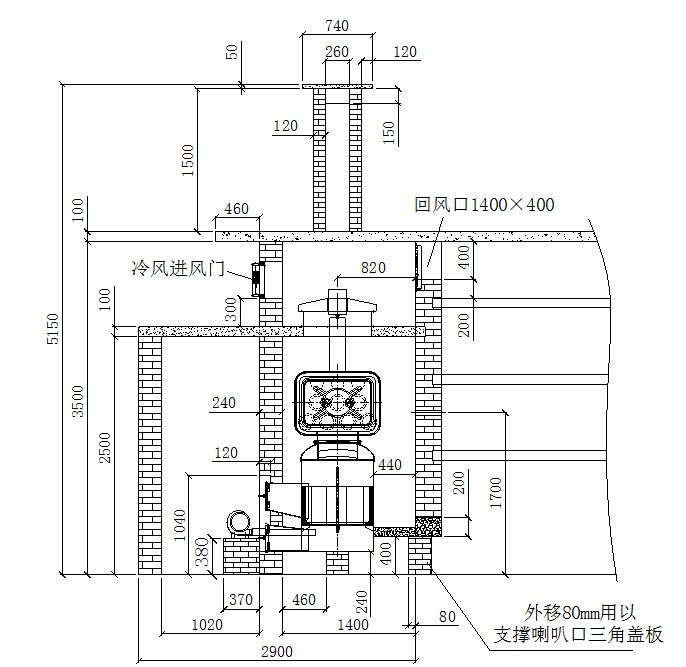
(1)原则上行连体密集烤房的装烟室砌筑,并完成循环风机台板整体浇筑及其上方土建部分砌筑,再安装供热设备,***后完成循环风机台板下方加热室墙体砌筑。气流上升式烤房加热室底部的喇叭形热风风道在设备安装前也要先砌好,做好盖板。
(2)在加热室地面砌两个120mm×240mm×高240mm砖墩。然后将炉体座到砖墩上,再把换热器座到炉体上。要求水平、居中。换热器中心以循环风机台板上的风机安装预留口中心为准。安装完成后,要检查炉膛内耐火砖是否完好。
密集烘烤加工的*设备,由装烟室和加热室构成,主要设备包括供热设备、通风排湿设备、温湿度控制设备。基本特征是装烟密度为普通烤房的2倍以上,强制通风,热风循环,温湿度自动控制。烤房结构类型按气流方向分为气流上升式和气流下降式。
- 装烟室
挂(放)置的空间,设有装烟架等装置。与加热室相连接的墙体称为隔热墙,开设装烟室门的墙体称为端墙,在隔热墙上部和下部开设通风口与加热室连通。
- 加热室
安装供热设备、产生热空气的空间,在适当的位置安装循环风机。循环风机运行时,通过装烟室隔热墙上开设的通风口,向装烟室输送热空气。与装烟室隔热墙平行的加热室墙体称为前墙;面向前墙时,左手边的墙体称为左侧墙,右手边的墙体称为右侧墙。
- 气流上升式
装烟室内空气由下向上运动与进行湿热交换。
- 气流下降式
装烟室内空气由上向下运动与进行湿热交换。
- 供热设备
热空气发生装置,包括炉体和换热器,按烘烤工艺要求加热空气。



主要参数:
装烟室3米宽4米高8米长,共计烤烟层四层,配合烟夹一次可以装500-800杆烟.
配合*设备能达到烘烤大化利用资源。
烤烟设备 烤烟控制器 烤烟炉 循环风机 鼓风机 冷风门 百叶窗 烤房大门(大门,左右清灰门,维修门,观察窗)。
本集团烤房配件齐全:所有能用到的烤房设备基本上有现货。
烘烤密集电烤房烤烟整体烤房
云南贵州烤烟密集烤房烘干控制器
密集烤房控制器是为烘烤设计的一款自动控制产品,适用于各种密集型烤房。该控制器采用数字温度传感器及单片机设计,内置烘烤曲线,适应不同地区不同种类的烘烤,具有很大的灵活性和实用性。
1、结构紧凑、强度高、*度高;
2、门体开启、关闭灵活可靠;
3、门体采用*保温夹芯材料,保温效果好;
4、门板经*生产线生产,强度高;
5、门扇四周均设置*密封胶条,密闭性能高;
6、*锁紧机构,能起到越关越紧的效果;
7、材料表面均镀锌处理,经久*。
大门尺寸:3x2.7M 左右清灰门尺寸:69x90/49x90 维修窗尺寸:71x100 观察窗尺寸:180x30
适用条件
环境温度大不超过130℃,相对湿度不大于98%,弱酸弱碱、蒸汽及无可燃气体的环境,也可根据具体情况用于干燥设备中。
一、编烟与装烟
1、分类编烟
鲜烟配房要力争做到全房鲜烟在品种、营养水平和成熟度等方面相同一致要在一天内采摘、编、装房并点火烘烤。
2、编烟方法
编烟时要将鲜叶叶柄对齐,自然铺放到夹内,烟夹内铺放厚薄要均匀,烟夹两端适当加铺。铺满后垂直稳准地将梳针插下,使全部梳针露尖、压在木方的上方,然后将铁丝圈套牢在距木方端头30-40mm处将烟夹稳妥固定。
3、编烟数量
使用针长140mm的竹木烟夹时,下部烟或叶片较小的每夹夹鲜烟14-16公斤,中部叶16公斤左石,上部叶17-18公斤。使用普通烟竿编烟时,每竿编鲜烟12-15公斤,每撮4片在右。编烟密度要均匀,不宜过量或欠量。
4、装烟
(1)气流下降式烤房 变黄快的鲜烟及过熟叶、轻度病叶装在顶层,质量好的鲜烟装在中层和底层。
(2)气流上升式烤房 变黄快的鲜烟及过熟叶、轻度病叶装在底层,质量好的鲜烟装在中层和上层。
(3)装烟密度和数量 烟夹装房时,相邻两个烟夹之间要力求紧贴;烟竿装房时,相邻两竿的中心距100-120mm。每立方米装烟室内空间宜装烟60-70公斤。
(4)注意事项 在无法达到全房鲜烟素质完全一致时,起码要做到同层素质基本一致;若数量(烟夹或烟竿数量)不足以装满各层时,空缺的挂烟位置要用木板铺满铺严,不允许随意拉夹(竿)之间的间距而留下明显的人为间隙。
二、烘烤
1、传感器(温湿度探头)挂置
给湿球温度水瓶注满清水、并按要求塞置好纱布,将温湿度传感器平稳挂置在顶层(气流下降式烤房)或底层(气流上升式烤房)的中部位置,传感器感温头悬挂高度以该层中部稍低(气流下降式烤房)或稍高(气流上升式烤房位置。
2、烘烤操作
(1)烘烤操作原则
在自控仪的导烤下结合烤烟三段式烘烤工艺的要求实施烘烤操作。当鲜烟状况或烘烤过程的变化出现偏差或异常情况时,则可对温、湿度或时间进行合理的在线调节。自控仪则须按其说明书指引进行安装和操作。
(2)常规烘烤操作
完成装烟后要关严装烟室大门及自动、手动进风门,及时点火烘烤,按自控仪的导烤或三段式烘烤工艺的要求控制烤房温湿度和烘烤进程。
(3)变黄阶段
变化要求:下部烟变黄程度达九成至九成半黄;中上部变黄程度达十成黄或接近十成黄,且十片凋萎塌架,勾尖卷边、主脉开始变软或达半变软。
干球温度和湿球温度控制:短时间急烧中火(可用煤,也可用柴草等),2-3小时内将烤房温度提高到38℃,随后压火通风稳温1-2小时,力求使湿温升至36℃左右后停火、停风,间歇通风让启动变黄(每隔2-4小时通风30分钟)。经15小时左石,当首层变黄约三成或烟层发生自热后,则恢复小火和连续通风,使干温回升到38℃进行长时间稳温变黄,湿温控制在36℃左石。当底层约六成黄时,稍加火力将干温提高并稳定在40℃,湿湿控制在37-38℃加速变黄。当首层80%达青筋时,进一步升温并稳在42℃,湿温稳定在38℃,直至首层达九成半至十成黄、叶片发软,主脉始软或半软(失水量约35%)并基本完成变黄,可酌情转入定色阶段。
风机操作:风机在点火阶段及间歇通风阶段宜高速运转,漫长的变黄中段宜低速运转,逐渐加快失水的变黄后段则宜转为中高速运转。
注意事项:若变黄不够,则延长保温控湿时间,使按工艺要求变黄;若失水不够,允许自控仪自动排湿或人工开启进风门进行适当排湿,确保达到要求的温湿度。
(4)定色阶段
变化要求:首层叶片完全干燥,其它层次叶片基本干燥。
干球温度控制:干温以2-3小时/1℃的速度升至54℃。若出现烟筋变黄慢或失水慢(含变黄阶段失水不足),必须在45-48℃温度段稳温延长时间。待烟筋完全变黄,部分陆续小卷筒时,再以1-2小时/1℃(上部烟约3小时/1℃)的速度升温至54-55℃,并稳温直至叶片完全平燥。
湿球温度腔制:随干球温度上升,湿球温度稳步上升且稳定在38-40℃。
风机操作:风机高速运转。由54℃稳温的中段起,当各层的时片已基本干燥后,则可酌情转为中速。
叶片干燥不一致的补救:因供电电压阶段性偏低、风机风量不足、风机安装轴线不对中、烤房分风斜坡欠平直对称、鲜烟素质参差不齐、夹烟装烟不匀、夹烟不牢中途掉叶后未妥善培堵漏等原因,在定色中、后期出现叶片干燥严重不均匀时,要酌情掌握时机进行补救。补救方法有:①调整排湿口:将叶片干燥快位置的排风口铝合金页门临时封闭,把烤房内热风导向叶片干燥偏慢位置,促进该方位叶片干燥。②提前降低风机转速:在大部分基本完成定色后(即在54℃稳湿段),酌情提前将风机转速调至中、低速,明显降低循环风的流通量,削弱对流传热而增加热辐射量,促进干燥慢的脱水干燥。但当全房的干燥逐渐趋于一致后,则可恢复常规操作。
注意事项:火候要循序加大,升温要稳准;排湿自动进风门自由控仪控制,不配用自控仪或因停电自控仪无法工作时,则应据湿湿变化控制手动风门进行排湿。
(5)干筋阶段
变化要求:全部的主脉充分干燥。
干球温度控制:以每小时1℃的速度自55℃升至65-68℃并保持稳定,直至全房的主脉完全干燥。
湿球温度控制:湿温控制在40-42℃,直至烘烤结束。
风机操作:风机宜中低速运转。
干筋迟缓的补救:干筋中后期若主脉干燥过于迟缓,可将干球温度控制在62-65℃、湿温控制在40-41℃范围内,然后间歇性地手动开、关手动进风门,使烤房内湿温反复出现短时间偏高(甚至达到45℃,干温也允许短时间超过68℃),以加速主脉水分的扩散蒸发,使全房完成干筋。
注意事项:干温超过60℃之后,由烤烟监控仪自动或人工手动逐渐关小进风门,将湿温控制在43℃以内。
3、特殊工艺措施
(1)烘烤初期烤房加湿。
烘烤水分特别少或变黄阶段加热后烤房湿度这不到要求时,可打开装烟室大门或热风室检修门,向烤房的内地面泼洒清水,并适当延长加热通风时间。
(2)烘烤雨天采摘
鲜烟表面粘附着较大量的水滴时,宜将加热的温度略为提高,并适当延长加热通风时间,进行数次间歇排湿,将叶面附着水蒸发排出后再进入正常烘烤。
4、通风操作
(1)操作原则
烤房点火后必须开动风机通风。火势较小时风机可间歇运转,火势较大时则必须连续运转,以将热量及时送进烟层,并将烟层中蒸发出的水分带到空间、或据工艺需要排至房外(在相对湿度超出工艺要求时)。
(2)风机维护
经常注意风机的运转状况是否正常,包括声音是否异常、是否漏油、缺油,机架是否松脱等,发现异常状况必须及时检修排除。正常运行的情况下,每烤1-2房烟后需对风机加注滴点≥120℃的高温润滑油(如2#或3#复合钙基脂、或其它高温润滑油等),以保持风机良好的润滑状态。
(3)停电处理
烘烤过程申,若在中火以上火候下出现较长时间的停风故障,必须及时采取有效的压火、撤火措施。包括严关火门、严关烟囱闸板,打开加热室顶部排热窗和加热室检修门等。若停风故障在短时间内无法排除,必须用湿煤(常备不懈)严密压火、封火,或将炉膛内的在燃煤筐撤出,以保证装顶层不被烫坏和风机润滑状态。