
河北威岳机械有限公司
主营:铸铁平板平台、划线平台、检验平台、落地镗铣床工作台.铆焊平台、火工平台、管子装配平台、、地轨

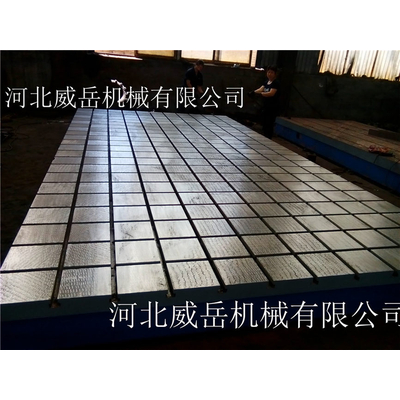
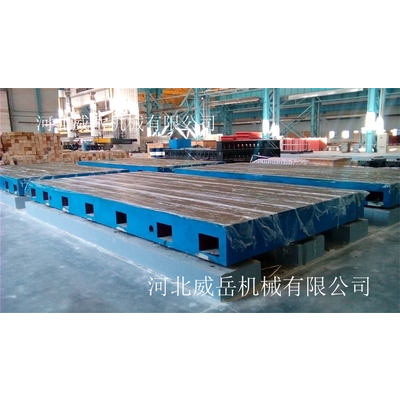
厂家直发轻型铸铁T型槽平台 高强度铸铁平台t型槽特价
¥8970元/件
中国 河北 沧州 泊头市
来电请说明在第一枪看到,谢谢!
产品属性
- 粗糙度:
- 3.2
- 材质:
- HT250-350
- 硬度:
- HB170-240
- T型槽间距:
- 200
- T型槽开口:
- 22
- 品牌:
- 其他
- 材质:
- 铸铁平板
- 用途:
- T型槽平板
- 型号:
- 4500x6000
- 精度:
- 1-2-3级
在铸铁T型槽平台铸造过程中,铸件的缩松和缩孔同裂纹一样是不可逆转的铸造缺陷,需要从本质出发,在实际生产中做到切实地避免****。据经验而得,铸铁T型槽平台及铸铁件缩孔和缩松的****办法主要从铁液本身、铸型条件及铸造工艺三方面考虑:


1.铁液的化学成分,特别是碳、硅含量的选择,能影响到灰铸铁及球墨铸铁的 V 石胀,对于亚共晶灰 铸铁T型槽平台以及球墨铸铁平台来说,碳量增加,析出的石墨量增多,使 V 石胀*,有利于减少或消除缩孔和缩松。对白口铸铁来说,碳量的变化对收缩值的影响较小。
2.铁液的浇注温度也直接影响到 V 液缩的大小,故不论对何种铸铁,都应有适宜的浇注温度。浇注温度太高,将* V 液缩值,也将增加 铸铁T型槽平台缩孔、缩松的趋势。
3,再然后,铸型刚度的大小将直接影响到灰 铸铁T型槽平台、铸件和球墨铸铁凝固过程中 V 型移的大小,铸型的刚度因造型紧实度及铸型种类的不同而异,应根据 铸铁T型槽平台及铸铁件的要求及实际生产条件合理的选择铸型。对于球墨铸铁平台及铸铁件来说,要特别强调较高的铸型刚度。
4.根据灰口铸铁平台、铸铁件级球墨铸铁平台、铸铁件的凝固特点,应用均衡凝固原则来设计浇冒口系统。应充分利用 铸铁T型槽平台、铸铁件的自补缩,冒口只是补充自补缩不足的差额。
根据一系列的研究及经验的累积,我们在防范 铸铁T型槽平台出现铸造缩松、缩孔现象,需按照以上成因得到的****措施实际操作,从选购原材料出发,严格对生铁进行化验鉴定,浇铸过程中规范操作,把控浇铸铁液温度,按初期的合理设计按部就班进行,从而从每个环节上*大程度防范 铸铁T型槽平台的铸造缩松、缩孔现象。
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn