河北威岳机械有限公司
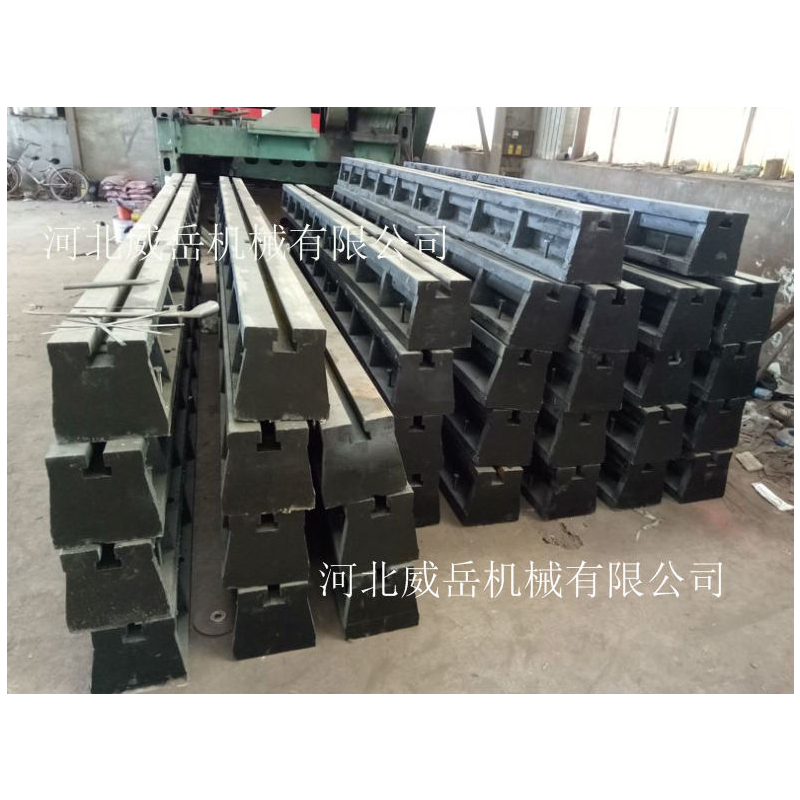


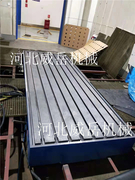
促销铸铁平台加工预留量大 T型槽地轨硬度HB190强度大
产品属性
- 硬度:
- HB170-240
- 品牌:
- 其他
- 类型:
- 其他
- 通用特性:
- 高精度
- 是否标准件:
- 标准件
- 型号:
- HT250
T型槽地轨的用途:根据设备的固来设计、拼接成铸梁平台,主要用于大型设备的装配、试验、焊接和检验。可以根据设备的固来设计、拼接成铸梁平台, 不用做成大型的平台, 即节省了材料成本, 又可以占用很小的空间, 性价比很高, 主要用于大型设备的装配、试验、焊接和检验。我们可根据需方图纸制作或双方商定生产加工具体规格的地轨。这样不用做成大型的平台即节省了材料成本,又可以占用很小的空间,可谓是性价比很高。
地轨的生产技术指南:
A、对铸件铸态组织的要求。铸态铁素体球墨铸铁选用低稀土球化剂,铸态珠光体球墨铸铁选用含铜或镍的球化剂。
B、铁液中干扰元素的含量。如果干扰元素,诸如钛、钒、铬、锑、铅、锌等含量较高,选用稀土含量较高的球化剂。如果干扰元素含量较低(总量小于0。1%),可选用纯镁合金球化剂。
C、铁液含硫量。硫含量较高时,可采用稀土和镁含量较高的球化剂,如有条件,可进行脱硫处理。硫含量较低时,可选用低稀土低镁的稀土硅铁镁球化剂。
D、铸件的冷却条件。冷却速度较快的金属型铸造条件下,可选用低稀土球化剂。冷却速度较慢的大型厚断面铸件可选用钇基重稀土球化剂。
T型槽地轨正确的安装方法:
1.T型槽地轨的埋设深度应与地面装饰层持平或略高于3-5mm.
2.T型槽地轨安装后,要任意1m长度内,水平偏差度不大于1mm,全长不大于2mm,轨道这间对应点的水平偏差不大于1mm,每两条轨道之间的平行度偏差小于2mm。
3.轨道的固定方法,在轨道的内侧两边,按要求间距(约500-700mm)用M8铁膨胀钉或固定牢靠。轨道底面与地面必密着力,不得有虚跨间隙,以防止地轨轨道载荷后弯曲变形。
T型槽地轨材料:HT250。铸件用化学成分S<0.12 ,P<0.15 。并需孕育处理。
T型槽地轨间用连接器连接,T型槽按GB158标准制造,宽度及间距按图纸,T型槽地轨采用M24地脚螺栓安装固紧、M24调整螺钉调平。平台应方便的进行二次灌浆,二次灌浆应全范围充满内腔。
地轨加工面粗糙度6.3。大型铸铁平台铸铁地轨精度按3级要求制造。
T型槽地轨应进行二次时效处理,其中毛坯成型后次人工时效处理、粗刨后次自然时效处理,自然时效时间为4个月,保证消除内应力,长期使用
T型槽地轨使用寿命不小于30年,在使用年限内如出现移位、变形地脚螺栓断裂等质量问题厂家负责维修。
使用T型槽地轨能拼接成大型铸铁平板,节省了材料成本,又可占用很少的空间。大家要注意做好防护措施,以免发生危险。T型槽地轨是在机械、电力等行业领域中常用的加工设备,如果在日常使用过程中注意那么不仅可以延长使用寿命,还能切实提高企业的生产效率。