
武汉三虹重工科技有限公司
三虹重工(图)|等离子焊接优势|等离子
产品属性
等离子是指在标准大气压下温度超过3000℃的气体,在温度谱上可以把其看作为继固态、液态、气态之后的第四种物质状态。等离子是由被激发的高子、电子、原子或分子组成。例如:它可通过自然界中的闪电产生。从1960年以后,等离子这个词获得了新的含义,那就是电弧通过涡流环或喷嘴压缩而形成的高能量状态,此原理现在被广泛用于钢铁、化工及机械工程工业。
等离子弧焊是在钨*****弧焊的基础上发展起来的一种焊接方法。钨*****弧焊使用的热源是常压状态下的自由电弧,简称自由钨弧。等离子弧焊用的热源则是将自由钨弧压缩强化之后而获得电离度更高的电弧等离子体,称等离子弧,又称压缩电弧。两者在物理本质上没有区别,等离子切割设备,仅是弧柱中电离程度上的不同。经压缩的电弧其能量密度更为集中,温度更高。







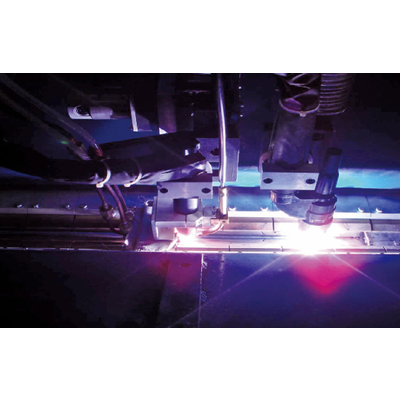
等离子电弧焊是指焊接过程中熔化金属的能量由高度集中的等离子喷射弧提供。
等离子电弧是利用等离子枪将阴****与阳****之间的自由电弧压缩成高温,高
电离度,高能量密度及高焰流速度的电弧。
等离子焊接技术已被普遍认为是超越非熔化****惰性气体保护电弧焊(即TIG焊)的主要焊接工艺。
等离子弧的大的电压降是在弧柱区里,这是由于弧柱被强烈压缩,等离子焊接优势,使电场强度明显;*的缘故。因此,等离子弧焊主要是利用弧柱等离子体热来加热金属,而自由钨弧是利用两电****区产生的热来加热母材和电****金属
充填材料的加入(外填丝)--就如*焊一般,填充焊丝可以从等离子熔焊池的前方加入。焊丝高度的调整在等离子焊接作业中要求并不严格,因为焊丝可以离开母材从等离子喷射流中加入,仍不至于对电****造成污染。然而,焊丝的送入方法,仍然重要,因为将焊丝从母材****时,焊丝可能后缩,熔成球状。
备注:
· 欲行外角自动焊接时,组立及夹具必需适当,以获较佳效果。
· 大部份焊接应用场合,向下移行的立焊,可采较高的移行速度。
· 圆周或法兰缘焊接,等离子,以平焊姿态施焊可获较佳效果。
· 采用气体或铜块背护方式的焊接设计,可以****底部焊珠形态。
· 焊接钢材时,焊接在冷轧钢或软钢*离子焊接厂家,焊缝外观佳。
· 电****后缩量较小时,容许采用高移行速度。
· 标准采用的离子气体是*气。有时焊接有涂层的焊材时,采用
*/氢(95/5)混合气可****效果。

等离子焊接厂家,三虹重工,等离子由武汉三虹重工科技有限公司提供。等离子焊接厂家,三虹重工,等离子是武汉三虹重工科技有限公司(www.weld365.cn)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:陈先生。同时本公司(www.al-weld*)还是****从事MIG铝焊机,*弧焊铝焊机,双脉冲铝焊机的厂家,欢迎来电咨询。
