
武汉三虹重工科技有限公司
主营:数控设备,自动焊接切割设备,工装夹具,工业机器人
三虹重工(图),KTIG机器,KTIG
面议
中国
来电请说明在第一枪看到,谢谢!
产品属性
使用*弧焊时,操作者应戴防面罩,钍钨棒的打磨应设有抽风装置,贮存时宜放在铅盒内。钨****粗细应根据焊接厚度确定,更换钨****时,KTIG,必须切断电源。磨削钨****端头时,KTIG价格,操作人员必须戴手套和口罩,磨削下来的粉尘,应及时清除,KTIG机器,钍、钨****不得随身携带。焊机作业附近不宜装置有震动的其他机械设备,不得放置*、*物品。工作场所应有良好的通风措施。焊机作业附近不宜装置有震动的其他机械设备,KTIG厂家,不得放置*、*物品。工作场所应有良好的通风措施。







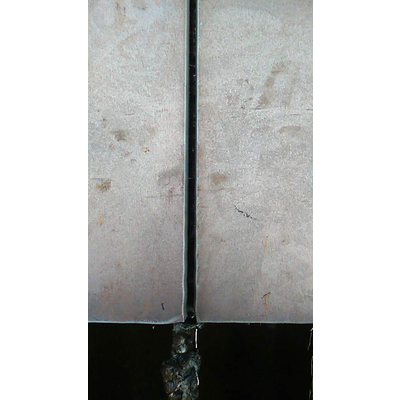
KTIG大熔深锁孔工艺拥有8倍于GTAW的穿透率,使其能够在单道次厚度为16 mm的材料中执行X射线质量焊接,而无需边缘倒角。 由此产生的焊接速度高达传统TIG / GTAW的10倍。 耗气量减少90%以上,耗电量减少超过90%KTIG大熔深锁孔工艺工艺的物理特性在焊接电弧中产生高能量密度,从而打开并完全穿透被焊接材料并高速焊接。 与*孔几何形状相关的表面能量和电弧气体的相对不受限制的出口的组合产生了非常稳定和良性的熔池。通过该过程产生的表面张力****熔池内的熔融金属从根面掉落进而达到动态平衡。

KTIG价格|三虹重工|KTIG由武汉三虹重工科技有限公司提供。武汉三虹重工科技有限公司(www.weld365.cn)为客户提供“数控设备,自动焊接切割设备,工装夹具,工业机器人”等业务,公司拥有“三虹重工,德国洛驰”等品牌。专注于电焊设备与器材等行业,在湖北 武汉 有较高*度。欢迎来电垂询,联系人:陈先生。同时本公司(www.slbhj*)还是****从事*弧焊水冷板焊接,搅拌摩擦焊水冷板焊接,气体保护水冷板焊接的厂家,欢迎来电咨询。

内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn