
德州德捷机械科技有限公司
主营:龙门焊,钢管内外纵缝焊接机,滚轮架,数控等离子切管机
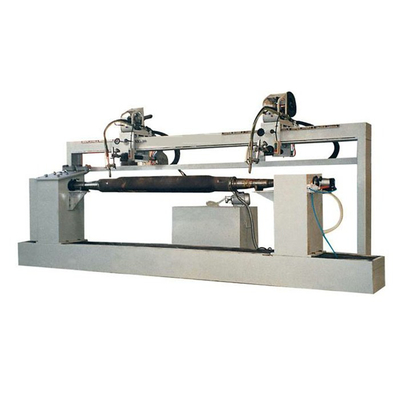
直缝自动焊接专机多少钱-德捷机械家喻户晓
面议
中国
来电请说明在第一枪看到,谢谢!
产品属性
为什么MIG/MAG大电流焊接才能实现射流过渡,无飞溅?
答:MIG/MAG焊接时,各种金属均具有短路过渡转变为射流过渡的临界电流值(如:φ1.2碳钢、不锈钢焊丝,电流I≥260—280A),直缝自动焊接专机经销商,此时电弧呈射流过渡状态,实现无飞溅焊接。
为什么MIG/MAG小电流焊接要用带脉冲的电源才能实现射流过渡,无飞溅?
答:MIG/MAG焊接,焊接电流低于临界电流值时,安庆直缝自动焊接专机,采用带脉冲的电源,其脉冲电流大于临界电流值,电弧也能呈射流过渡状态,直缝自动焊接专机报价,实现无飞溅焊接(如:使用松下AG2/GE2脉冲MIG/MAG焊机,φ1.2碳钢、不锈钢、铝及铝合金焊丝在电流I≥80A时已实现脉冲射滴过渡,其脉冲电流Ip≥350A)。







什么叫焊接条件?它有哪些内容?
答:焊接时周围的条件,包括:母材材质、板厚、坡口形状、接头形式、拘束状态、环境温度及湿度、清洁度以及根据上述诸因素而确定的焊丝(或焊条)种类及直径、焊接电流、电压、焊接速度、焊接顺序、熔敷方法、运枪(或运条)方法等。
什么叫焊接接头?基本形式有几种?
答:用焊接方法连接的接头。焊接接头包括焊缝、熔合区和热影响区三部分。接头基本形式有:对接、角接、搭接和T型接等。

什么叫熔深?
答:在焊接接头横截面上,母材熔化的深度。
什么叫焊接位置?有几种形式?
答:熔焊时,直缝自动焊接专机求购,焊件接缝所处的空间位置。有平焊、立焊、横焊和仰焊等形式。
什么叫向下立焊和向上立焊?
答:
〈1〉立焊时,电弧自上向下进行的焊接—叫向下立焊。如:纤维素焊条向下立焊;CO2向下立焊等。
〈2〉立焊时,电弧自下向上进行的焊接—叫向上立焊。

德捷机械家喻户晓-直缝自动焊接专机报价-安庆直缝自动焊接专机由德州德捷机械科技有限公司提供。行路致远,砥砺前行。德州德捷机械科技有限公司(www.sddejie*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为电焊设备与器材较具影响力的企业,与您一起飞跃,共同成功!

内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn