
任县鼎铭机械厂
鼎铭机械(在线咨询)-河南外圆抛光机-外圆抛光机厂家
产品属性










半精抛 半精抛主要使用砂纸煤油。砂纸号数依次为:#400 ~ #600 ~ #800 ~ #1000 ~ #1200 ~ #1500。实际上#1500砂纸只用适于淬硬模具钢(52HRC以上),而不适用于预硬钢,因为这样可能会导致预硬钢件表面伤。 (3)精抛 精抛主要使用钻石研磨膏。若用抛光布轮混合钻石研磨粉或研磨膏进行研磨话,则通常研磨顺序9μm(#1800)~ 6μm(#3000)~3μm(#8000)。9μm钻石研磨膏抛光布轮可用来去除#1200#1500号砂纸留下发状磨痕。接着用粘毡钻石研磨膏进行抛光,顺序为1μm(#14000)~ 1/2μm(#60000)~1/4μm(#100000)。对于手动抛光机是依照操作人员个人的操作经验与习惯而养成的抛光动作。 精度要求1μm以上(包括1μm)抛光工艺模具加工车间一个清洁抛光室内即可进行。若进行更加精密抛光则必需一个洁净空间
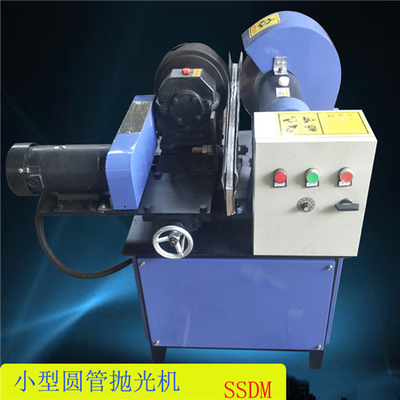
多工位圆管抛光机外圆抛光机




多工位圆管抛光机是我厂调研国内同类的基础上,钢管除锈外圆抛光机,进行选优设计的*不锈钢圆管外表组合抛光的半自动生产线。它主要用于各种圆形截面的金属管件外表光整加工处理。生产线设备主要由抛光机,进料架,出料架三部分组成。
本生产线除具有同类机型基本性能外,还具有如下特点:
使用,维修简便
本机抛光系统采用多段抛光布置,外圆抛光机厂家,进纷呈量可单独调整.
主机抛光头部采用单独式全封闭机箱,经常需调整的部分均设计成活门.换修方便,外开美观.
本机可单独选择各种抛光工艺规范.
主机抛光头适用各种磨具的安装和调整,且抛磨尺寸规格范围大,可一次完成多种磨具的组合抛光.
进料架采用皮带轮传动,具有体积小,传动可靠等优点.
调整灵活,简单
主机输送系统腹胀电磁调速电机单独式驱动,可完成所需各种输送速度的调整要示,且维修简便.
变换生产品种规格时,只须按序调整各立式水平驱动支架上的手轮即可完成,调整完毕后拧紧各锁紧螺丝.
出料架采用被动式胶辊输送工件,由气缸或卸料系统完成卸料工作.
本机半自动化程度较高,除进料架采用人工压送进料外,主机抛光的出料架均为自动抛光,卸料.;因为可节省人力减轻劳动强度,自动外圆抛光机,实现一人多机操作. 多工位圆管抛光机.
然气钢管除锈机具有速度快效果好等优点
随着我国工业经济的高速发展,河南外圆抛光机,我国的环境问题也越来越严重,对于这个问题,我们在工业生产的过程中要高度重视起来。而对于我们未来的工业发展,主要就是以自动化为主,在未来的自动化的工业生产中,我们要高度重视环保问题。当外圆抛光机使用到1年后,就要进行减速机轮箱里面的补充机油处理,这时候要注意有几个零件是必须加油的。因为未来的发展就是以“绿色发展”为主,我们只有在环保的前提下才能够去发展我们的自动化的工业,这不仅涉及到我们的居住环境,而且还影响我们的人类健康,我们要高度重视这个问题,使机械自动化技术的应用符合我们的可持续发展的要求
钢管除锈外圆抛光机-河南外圆抛光机-【鼎铭机械】品牌由任县鼎铭机械厂提供。“钢管调直机,圆管抛光机”就选任县鼎铭机械厂(www.benyuejx*),公司位于:河北省邢台市任县西黄工业区,多年来,鼎铭机械坚持为客户提供好的服务,联系人:刘先生。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。鼎铭机械期待成为您的长期合作伙伴!主要机型分圆盘抛光机、输送式抛光机、链条式抛光机、平面抛光机、不锈钢抛光、镜面抛光机、锌铝合金压铸件抛光机、平板镜面抛光机、8K自动抛光机及各种拉丝机、砂光机等自动化设备。
