
深圳市西秀工贸有限公司
主营:钻头,深孔钻,丝锥,铰刀,铣刀,螺纹铣刀,螺纹规
深圳西秀(图)、NPT/NPTF螺纹铣刀、螺纹铣刀
面议
中国
来电请说明在第一枪看到,谢谢!
产品属性
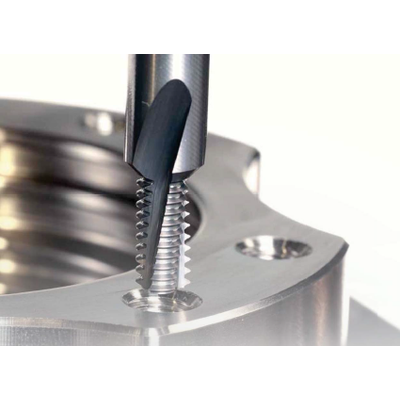
螺纹铣刀的三种铣螺纹加工方案
深圳西秀(图)、NPT/NPTF螺纹铣刀、螺纹铣刀由深圳市西秀工贸有限公司提供。深圳市西秀工贸有限公司(www.xixiutool*)为客户提供“钻头,深孔钻,丝锥,铰刀,铣刀,螺纹铣刀,螺纹规”等业务,公司拥有“HARTNER,GUHRING,BALAX,WEXO,CAR”等品牌。专注于刀具、夹具等行业,在广东 深圳 有较高*度。欢迎来电垂询,联系人:王*。
一、螺旋铣削内孔
1.加工范围
孔径较大的盲孔或通孔,由于麻花钻加工太慢或不能加工,往往选择螺旋铣削的方式。而且由于该方式选择的刀具不带底刃,所以更适合小切深、高转速及大进给的加工情况。
2.加工特点
螺旋铣削加工孔是建立在螺旋式下刀方法基础上的加工方法,内冷中心出水螺纹铣刀,螺旋铣孔时有一个特点:每螺旋铣削一周,刀具的Z轴方向移动一个下刀高度。
3.螺纹铣刀的选择
选择16mm 的三刃转位铣刀,刀具转速S=3000r/min,标准牙细牙螺纹铣刀,进给量F=2500mm/min。

螺纹铣刀加工中等直径螺纹:
对于中等直径尺寸螺纹加工,如某企业要加工的铝零件上,有M12×0.5,M6×0.5,M7×0.5三个不同尺寸,螺纹铣刀,同样螺距的螺纹孔,以前需要使用三种丝锥才能完成。现改用螺纹铣刀,Vc=100m/min, S=8000r/min,fz=0.04 mm/r,加工一个螺纹的时间分别为4秒,3秒,3秒,一把刀具加工9000螺纹,完成了整批零件,刀具还未损坏。

深圳西秀(图)、NPT/NPTF螺纹铣刀、螺纹铣刀由深圳市西秀工贸有限公司提供。深圳市西秀工贸有限公司(www.xixiutool*)为客户提供“钻头,深孔钻,丝锥,铰刀,铣刀,螺纹铣刀,螺纹规”等业务,公司拥有“HARTNER,GUHRING,BALAX,WEXO,CAR”等品牌。专注于刀具、夹具等行业,在广东 深圳 有较高*度。欢迎来电垂询,联系人:王*。

内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn