
四川金标塑业有限公司
主营:pe给水管,pe排水管,pe燃气管,mpp电力管,pe矿用管
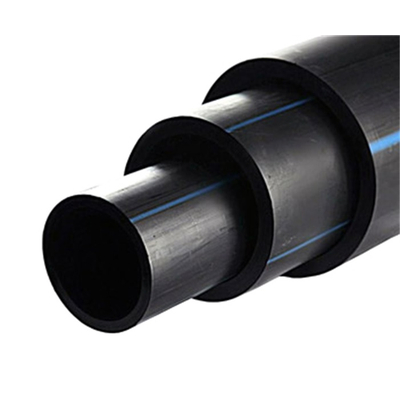
280pe给水管批发-pe给水管-金标管业(查看)
面议
中国
来电请说明在第一枪看到,谢谢!
产品属性








PE给水管的连接方式:
PE给水管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接。热熔对接连接就是我们经常使用的方式,315pe给水管多少钱,具体连接方式是怎样的?
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。


切削:切削所焊管段、管件端面杂质和氧化层,pe给水管,保证两对接端面平整、光洁、无杂质。
对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
PE聚乙烯管在生产过程中如果不注意就会出现一些质量方面的问题,450pe给水管价格,通常这些问题一般是由于设备或原料出现问题所致。下面就是常见的故障及出现这些故障的解决方法。


PE管件注塑出现缩水现象的应对措施
原因:供料不足、喷嘴孔太大或太小、浇口太小或流道过狭或过浅,流道效率低、阻力大,280pe给水管批发,熔料过早冷却、浇口过大,材料失去了剪切速率,材料的黏度高,同样不能使制品饱满、浇口来开设在制品的厚壁部位、模具的冷却系统设置不合理、注射、保压压力过小、注射速度过低、模温过低、射胶残料量过小或没有残量、原料太软。
应对之策:
检查模具温度,如产品是因胶位过厚而缩水,应降低此处的温度;如产品是因胶位过薄而缩水,应提高此处的度。

280pe给水管批发-pe给水管-金标管业(查看)由四川金标塑业有限公司提供。280pe给水管批发-pe给水管-金标管业(查看)是四川金标塑业有限公司(www.jinbiaosuye*)升级推出的,以上图片和信息仅供参考,如了解详情,请您拨打本页面或图片上的联系电话,业务联系人:刘洪法。

内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn