
东莞市华领五金制品有限公司
主营:数控加工,钛合金加工,精密零件加工等
精密轴加工订做-精密轴加工-华领五金制品
面议
中国
来电请说明在第一枪看到,谢谢!
产品属性





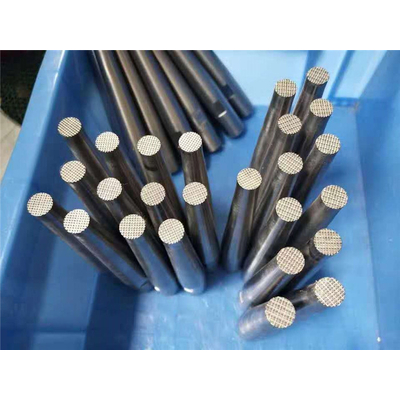
细长轴加工,其是属于轴加工的,所以,在问题一上,其回答为是。而进行轴加工的车削操作,精密轴加工,其是有关键和*方面的,主要的,是要避免其出现弯曲变形问题。所以,要从夹具、机床辅具、工艺方法、操作技术、刀具和切削用量等这些具体方面上,采取一些必要措施,来达到目的。
轴加工的工艺流程中,其必须要有的,精密轴加工订做,主要是有零件图样分析、确定毛坯、确定表面加工方法、确定*基准、划分、热处理、切削用量确定,以及拟定工艺过程,而且这些,也都是必不可少的,否则,不能有好的加工效果。而且,在进行这些操作时,应做到准确和合理,一步到位,以免带来新的问题或麻烦。

细长轴加工方法,合理选择车刀几何形状.车削细长轴时,精密轴加工中心,由于工件刚性差,车刀的几何形状对工件的振动有明显的影响。选择时主要考虑以下几点:
1、由于细长轴刚生差,为减少细长轴弯曲,要求径向切削力越小越好,而刀具的主偏角是影响径向切削力的主要因素,在不影响刀具强度情况下,应尽量*车刀主偏角。车刀的主偏角取kr=80°~93°。
2、为减少切削烟力和切削热,应该选择较大的前角,精密轴加工价钱,取r0=15°~30°。

细长轴的车削加工是机械加工中比较常见的一种加工方式。由于细长轴刚性差,车削时产生的受力、受热变形较大,很难保证细长轴的加工质量要求。通过采用合适的装夹方式和*的加工方法,选择合理的刀具角度和切削用量等措施,可以保证细长轴的加工质量要求。以上是我在多年实习指导教学中一点经验仅供参考,也许还有更好的办法来提高细长轴的车削方法,终使学生在实习操作中更快掌握这项技术,把自己的*操作水平提高到一个新的层次。

精密轴加工订做-精密轴加工-华领五金制品由东莞市华领五金制品有限公司提供。东莞市华领五金制品有限公司(dghualing.tz1288*)拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!

内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn