
濮阳天宇机械设备有限公司
超音速喷涂加工-超音速喷涂-濮阳天宇机械
产品属性







热喷涂与喷焊的区别是什么
1、涂层结合机理不同 热喷涂的结合机理是:机械结合、冶金—化学结合、物理结合。其中以机械结合为主。喷焊的结合机理是:化学冶金结合,超音速喷涂,实现原子间的长久连接。
2、工件受热情况不同 喷涂无重熔过程,工件表面温度可始终控制在250℃以下。一般不产生变形和使工件的*状态发生变化。而喷焊要使涂层融化,重熔温度可达900℃以上,不仅易引起工件变形,而且多数工件会发生退火或不完全退火。
3、与基材的结合状态不同 喷涂层与基材表面的结合以机械咬合为主,尽管存在微区冶金结合,涂层结合强度不高,一般为30~50 MPa。喷焊通过涂层熔化与基材表面形成冶金结合,结合强度一般可达343~440MPa。

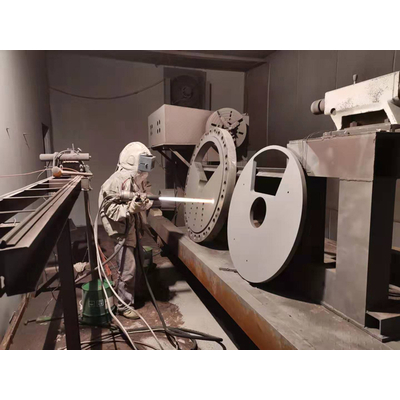
粉末火焰喷涂是借助粉末火焰喷枪进行的。喷枪通过虹吸气头分别引入氧气和yi炔,二者混合后在喷嘴出口处产生燃烧火焰。喷枪上装有粉斗或进粉口,利用气流的产生的负压,抽吸fen斗中的粉末,使粉末随气流从喷嘴中心喷出进入火焰,被加热或软化,焰流推动熔粒以一定速度喷射到工件表面形成涂层。为了提高粒子的飞行速度,有的喷枪配有压缩空气喷嘴,借助压缩空气给粒子以附加的推力。

首先,超音速喷涂我们为防止液态锌和沉没辊直接接触发生合金化腐蚀反应,从而造成钢辊表面粗化而影响镀锌钢板的质量,所以,超音速喷涂技术,一般对连续镀锌沉没辊表面进行喷涂保护处理。
其次,涂层材料为WC-Co、MoB-Mo 和Fe-Al 热喷涂粉末等材料。WC-Co 涂层在锌液中的耐蚀能力取决于其粘结相。由于,锌液在涂层中的扩散腐蚀通道主要沿着富钴相进行,当涂层中的粘结相成分主要为η相 (Co3W3C 和Co6W6C 等)时,超音速喷涂加工,η相有效的阻止了锌液向涂层内部扩散,超音速喷涂价格,延缓了锌液对涂层的腐蚀。
另一方面,涂层中的WC粒径和Co 含量也直接影响涂层的耐蚀能力和使用寿命。WC晶粒细小且Co含量低的涂层具有更高的*性,而其在Zn 液中的耐蚀性能较差,因此要选择合适的WC 粒径和合适的Co 含量以取得更好的综合性能。WC 晶粒尺寸在2~4μm,Co含量相应在10%~17%时涂层的性能*。

超音速喷涂加工-超音速喷涂-濮阳天宇机械由濮阳天宇机械设备有限公司提供。濮阳天宇机械设备有限公司(www.pytyjx*)位于清丰县马庄桥镇政通大道路西。在市场经济的浪潮中拼博和发展,目前天宇机械在机械加工中享有良好的声誉。天宇机械取得商盟认证,我们的服务和管理水平也达到了一个新的高度。天宇机械全体员工愿与各界有识之士共同发展,共创美好未来。
