青岛塑诺机械有限公司
大口径塑料管材设备-青岛塑诺-山西塑料管材设备
产品属性
PA/PE/PP/PVC 单壁、双壁波纹管生产线
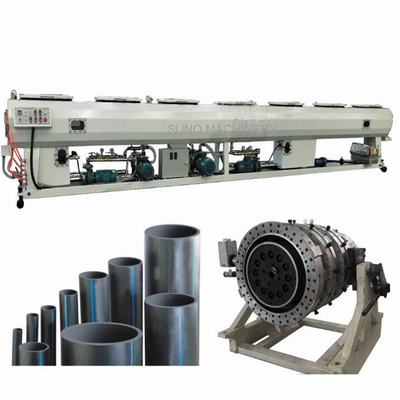
性能和优点 : 该设备生产出的管材,耐高温,耐腐蚀,*损,强度高。用于电气穿线管、汽车 穿线管、护套管、机床产品、包装食品机械、电力机车、工程安装、灯具、自动化仪器仪表等领 域,市场需求大。采用*螺杆、模具的结构设计合理,更换模具方便可靠,解决了螺杆机 筒易磨损及物料成形难的问题,塑料管材设备厂家,生产线速度快,运行稳定,控制筒捷易操作。
塑料管材设备

PVC管材挤出生产线 塑料管材设备
在生产过程中,由于PVC是热敏性材料,山西塑料管材设备,即使加入热稳定剂也只能是提高分解温度,延长稳定时间而不可能不出现分解,这就要求PVC的成型加工温度应严格控制。特别是RPVC,因其加工温度与分解温度很接近,往往因为温度控制不当造成分解现象。因此,挤出温度应根据配方、挤出机特性、机头结构、螺杆转速、测温点位置、测温仪器的误差及测温点深度等因素确定。
1 温度的控制
温度的控制是挤出操作中重要的控制因素。挤出成型所需的控制因素的温度是机筒温度、机径温度、口模温度。温度过低,塑化不良,管材外观无光泽,力学性能差,产品质量达不到要求:温度过高,物料会发生分解,产品变色等现象出现。
2 螺杆转速
螺杆转速提高,挤出量增加,从而可提高产量,但容易产生塑化不良的现象,造成管材内壁毛糙,强度下降,这时应调节机头压力,使产量、质量到达更好。螺杆的温度控制影响到物料输送率、物料的塑化、熔融质量等。挤出管材需要通冷却水,降低螺杆温度,有利于提高塑化质量,螺杆通冷却水温度在50~70℃左右。
3 牵引速度
再挤出操作中牵引速度的调节很重要,物料经挤出熔融塑化,从机头连续挤出后被牵引,从而进入定型装置、冷却装置、牵引装置等,牵引速度应与挤出速度相匹配。一般在正常生产时,牵引速度应比管材的挤出速度快1%~10%左右。
4 压缩空气和压力
压缩空气能够将管材管材吹胀,使管材保持一定的圆度。要求压力应大小适当。压力过小,管材不圆,压力过大,芯模被冷却,管材内壁出现裂口,不光滑,管材质量下降。同时压力要求稳定,如压力忽大忽小,管材容易产生竹节现状。
5 定径装置、冷却装置的温度
挤出不同的塑料产品,采用不同的定径方式和冷却方式,冷却的介质可以是空气、水或其他类液体,需要控制温度,其温度主要与生产效率、产品内应力等有关。
塑料管材设备



PPR玻纤管材生产线 塑料管材设备
生产流程原料 色母料→混合→真空上料→原料干燥→单螺杆挤出机→单螺杆挤出机→色线挤出机→螺旋式共挤磨具→定径套→喷淋真空定型箱→喷淋冷却水箱→喷码机→履带牵引机→无屑切割机→管材堆放架→成品检测包装
产品介绍
玻纤PP-R(简称FR/PP-R)管材是通过特殊工艺和设备采用多层共挤,低温高速生产的*管材,该产品在保持原PP-R产品优点和基础上,还具备以下各大特点:
1、线膨胀系数仅为普通PP-R产品的20~30%左右;*的解决了塑料管道的伸缩难题。
2、管材刚性增强,防止管道下垂现象,同时还减少了固定支撑点的密度和数量,从而降低了工程的综合造价。
3、耐压等级更高,在通常设计震颤力下使用寿命更长。
4、耐高温性能更佳,节能减耗效果明显;FR/PP-R应用在热水系统中,正常使用温度可达95~100℃,既提高了使用介质的温度,又可降低保温材料的厚度,其综合成本更低。
5、水流量大:在同等级别的压力条件下,FR/PP-R管材的壁厚簿,塑料管材生产设备厂家,增加了管材的内径,大口径塑料管材设备,从而提高了水流量(增加20%)。
6、解决了管道的透氧性问题,直接与水接触的内表卫生*、密封性好,不会形成水苔。玻纤增强FR/PP-R管材中间层的构成,完全隔绝外部空气不渗入管道内,从而*藻类生长,保持水质新鲜纯净
塑料管材设备
大口径塑料管材设备-青岛塑诺-山西塑料管材设备由青岛塑诺机械有限公司提供。青岛塑诺机械有限公司(www.qdsuno*)坚持“以人为本”的企业理念,拥有一支*的员工队伍,力求提供好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。塑诺机械——您可信赖的朋友,公司地址:青岛市胶州市北关工业园,联系人:傅经理。
