青岛塑诺机械有限公司
加工塑料管材设备生产厂家-塑诺机械(推荐商家)
产品属性
PVC管材生产线通常包含有以下设备:1、挤出机,2、机头模具,3、定型装置,4、冷却装置,5、牵引机,6、切割机,7、集料架。当然有些客户还需要配上扩口机等装置。塑料管材设备
成型主机可选用单螺杆挤出机或者锥双挤出机。塑料管材设备
a,单螺杆挤出机,机筒加料段100-140,塑化段150-170,均化段160-180,成型模具170-190
b,圆形锥形双螺杆挤出机,加料段180-195,塑化段170-180,均化段170-175,成型模具170-190度。
c,异向锥形双螺杆挤出机,加料段175-185,塑化段170-180,均化段170-175,成型模具180-190度。



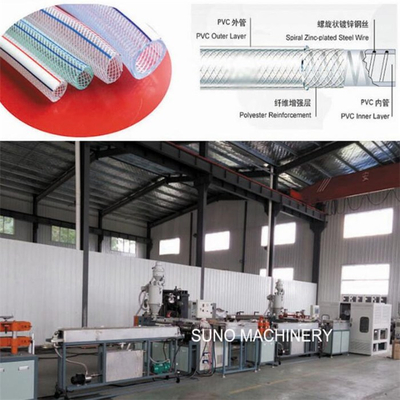
PVC穿线管
成型主机可选用单螺杆挤出机或者锥双挤出机。塑料管材设备
a,单螺杆挤出机,机筒加料段100-140,塑化段150-170,均化段160-180,成型模具170-190
b,圆形锥形双螺杆挤出机,加料段180-195,塑化段170-180,均化段170-175,成型模具170-190度。
c,异向锥形双螺杆挤出机,加工塑料管材设备生产厂家,加料段175-185,塑化段170-180,均化段170-175,成型模具180-190度。
一般常用尺寸,16,挤出塑料管材的设备,20,25,32,40,50,广东塑料管材设备,63.长度一般为4M一根,也可按照要求定做。塑料管材设备


PVC管材挤出生产线 塑料管材设备
在生产过程中,由于PVC是热敏性材料,即使加入热稳定剂也只能是****分解温度,延长稳定时间而不可能不出现分解,这就要求PVC的成型加工温度应严格控制。特别是RPVC,因其加工温度与分解温度很接近,往往因为温度控制不当造成分解现象。因此,挤出温度应根据配方、挤出机特性、机头结构、螺杆转速、测温点位置、测温仪器的误差及测温点深度等因素确定。
1 温度的控制
温度的控制是挤出操作中重要的控制因素。挤出成型所需的控制因素的温度是机筒温度、机径温度、口模温度。温度过低,塑化不良,管材外观无光泽,力学性能差,产品质量达不到要求:温度过高,物料会发生分解,产品变色等现象出现。
2 螺杆转速
螺杆转速****,挤出量增加,从而可****产量,但容易产生塑化不良的现象,造成管材内壁毛糙,强度下降,这时应调节机头压力,使产量、质量到达更好。螺杆的温度控制影响到物料输送率、物料的塑化、熔融质量等。挤出管材需要通冷却水,降低螺杆温度,有利于****塑化质量,螺杆通冷却水温度在50~70℃左右。
3 牵引速度
再挤出操作中牵引速度的调节很重要,物料经挤出熔融塑化,塑料管材生产线机械设备,从机头连续挤出后被牵引,从而进入定型装置、冷却装置、牵引装置等,牵引速度应与挤出速度相匹配。一般在正常生产时,牵引速度应比管材的挤出速度快1%~10%左右。
4 压缩空气和压力
压缩空气能够将管材管材吹胀,使管材保持一定的圆度。要求压力应大小适当。压力过小,管材不圆,压力过大,芯模被冷却,管材内壁出现裂口,不光滑,管材质量下降。同时压力要求稳定,如压力忽大忽小,管材容易产生竹节现状。
5 定径装置、冷却装置的温度
挤出不同的塑料产品,采用不同的定径方式和冷却方式,冷却的介质可以是空气、水或其他类液体,需要控制温度,其温度主要与生产效率、产品内应力等有关。
塑料管材设备



加工塑料管材设备生产厂家-塑诺机械(推荐商家)由青岛塑诺机械有限公司提供。加工塑料管材设备生产厂家-塑诺机械(推荐商家)是青岛塑诺机械有限公司(www.qdsuno*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:傅经理。
