
高密市宏宾铁业有限公司
螺旋风管用途-宏宾铁业(在线咨询)-螺旋风管
产品属性





不锈钢螺旋风管焊接工艺及流程知识
不锈钢螺旋风管焊接连接的工艺流程有哪些?
为此请教了这方面的*,据他们介绍,不锈钢管焊接连接的工艺流程为:安装准备→预制加工→安装干管→安装立管→安装支管→管道防腐和保温→管道冲洗和试压。
1.预制加工
是按照图纸,画出管道的分路、管径、变径、预留管口以及阀门位置等草图,并做好标记,然后标记出实际准确尺寸。按图纸进行预加工,按管段进行分组标号,阀门试压合格后才能使用。
2.干管的安装
(1)一般管道焊接应采用手工亚弧焊,以保证管道内的清洁;切割时应使用砂轮切割机。
(2)管壁厚不大于4mm时,可不开坡口,焊接时两管之间应留有2—3mm的间隙;当大于4mm时,则要开单边坡口或V形坡口,坡口度为65度左右,螺旋风管,焊接时两管之间应留有2—3mm的间隙。
(3)管子组对时其内外壁应平齐,错边总量不能超过2mm。
(4)管道安装时每米偏差不大于1mm,全长偏差应不大于10mm。
(5)管道支吊架应选用角钢进行现场加工制作,以便对支架的制作质量进行控制。
3.立管的安装
将立管按编号进行分层排开,按照顺序进行安装。在进行安装时,螺旋风管用途,每层应至少设立一个管卡。安装好后,用线坠吊直找正。
4.通水试验
灌s水试验要求:灌s水高度应不低于地面高度,时间为20分钟,液面不下降,则说明管道不渗漏,为合格。
通球试验要求:利用硬质空塑料球,球径为管内径的2/3—3/4。把球从顶端放入,在底部进行检查,要在管内通入水,如果试球通畅,即为合格。

使用螺旋风管安装时有哪些优势?
通常只需较小的安装空间。
在不增加任何压降的情况下,相同的安装空间内直径为200mm的圆形管道可取代250×150mm的矩形管道。在不增加额外安装空间的前提下,数条平行的圆形管道可取代扁平矩形管道。考虑了所有的因素,在绝大多数情况下,圆形管道所占用的空间都要少于矩形管道。对同样的压力特性,数条圆形管道的安装空间常常与一条矩形管道的的安装空间相同或更少。许多矩形管道系统安装时需要4螺栓系统,螺旋风管 报价,因而在管道的各个方向增加40~80mm。
机制的螺旋风管具有的优点
(1)密封性好。
(2)强度与刚性均好。
(3)通风阻力小,通风噪声小,螺旋风管定制,圆管优于方管。
(4)安装方便,连接点少。
(5)档次高,外表美观。
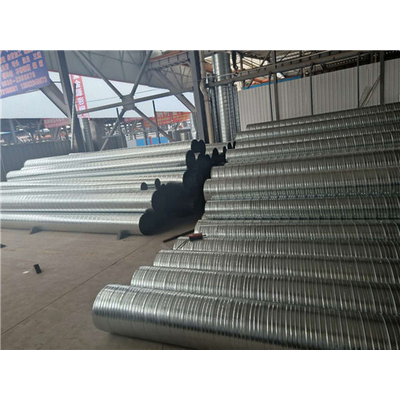
使用材料
材质常用镀锌铁带(俗叫星铁),不锈钢带,软铝带,材料厚度:0.3至1.2毫米材料宽度:125毫米制管直径φ125至φ1500毫米(直径与厚度适当配合),无级选择。
通风工程降低造价方法
由于螺旋风管有骨(螺旋形咬缝)可****强度30%,故可选用较薄的材料,比如0.8毫米的厚度可改为0.6毫米。
螺旋风管用途-宏宾铁业(在线咨询)-螺旋风管由高密市宏宾铁业有限公司提供。高密市宏宾铁业有限公司(www.hongbintieye*)拥有很好的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!