
东莞市卓胜机械设备有限公司
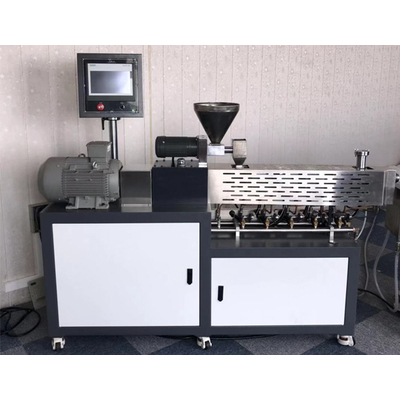
东莞卓胜(图)-PET双螺杆挤出机-双螺杆挤出机
产品属性





双螺杆挤出机辅助设备:冷却装置成型的塑料挤包层在离开机头后,应立即进行冷却定型,否则会在重力的作用下发生变形。冷却的方式通常采用水冷却,并根据水温不同,分为急冷和缓冷。急冷就是冷水直接冷却,急冷对塑料挤包层定型有利,但对结晶高聚物而言,因骤热冷却,易在挤包层*内部残留内应力,导致使用过程中产生龟裂,一般PVC塑胶层采用急冷。缓冷则是为了减少制品的内应力,在冷却水槽中分段放置不同温度的水,使制品逐渐降温定型,对PE、PP的挤出就采用缓冷进行,即经过热水、温水、冷水三段冷却。双螺杆挤出机喂料特性好,适用于粉料加工,且比单螺杆挤出机有更好的混炼、排气、反应和自洁功能,特点是加工热稳定性差的塑料和共混料时更显示出其优越性。

卓胜螺杆的常用规格单位有哪些?
卓胜螺杆的常用规格单位分别有以下几点:
1.公制螺纹外径是以毫米为单位,如6,8,双螺杆挤出机,10,12,18,20毫米等等螺距也是以毫米为单位,如0.5,0.75,1,1.5,PVC双螺杆挤出机,2,3,等等
2.英制螺纹外径是以英寸为单位,(每英寸等于25.4毫米)如3/16,5/8,1/4,1/2,等等所以用公制卡尺量外径读数常带不规则的小数。

英制螺距是用每英寸含多少个牙表示。把卡尺定在25.4毫米,把一个尺尖对齐螺纹牙尖,另一个尺尖如对齐螺纹牙尖就是英制螺纹,PET双螺杆挤出机,如对不齐螺纹牙尖应该是公制螺纹。
测量螺距时*hao把螺纹的牙尖倒印在baifen笔上,粉笔上的印比较清晰,便于测量。测公制螺距应该测量一段长度,如10,15,20,毫米等等,数一下含多少牙,算出螺距。
用英寸为单位规定螺纹规格的为英制螺纹,如:G1"。
用公制单位毫米规定螺纹规格的为公制螺纹,如:M30。
英制是一英寸(2.54厘米)内有多少牙来定的,一般是55度角。公制是两牙尖的间距是多少MM来定的螺距,一般是60度角。
一般螺杆分为三段即加料段,压缩段,均化段。
进料区——底经较小,主要作用是输送原料给后段,因此主要是输送能力问题,参数(L1,h1),h1=(0.12-0.14)D。
压缩区——底经变化,主要作用是压实、熔融物料,建立压力。参数压缩比ε=h1/h3及L2。准确应以渐变度A=(h1-h3)/L2。
计量区——将压缩段已熔物料定量定温地挤到螺杆*qianduan、参数(L3,h3),h3=(0.05-0.07)D。
对整条螺杆而言,参数L/D-长径比
L/D利弊:L/D与转速n,是螺杆塑化能力及效果的重要因素,L/D大则物料在机筒里停留时间长,有利于塑化,同时压力流、漏流减少,****了塑化能力,同时对温度分布要求较高的物料有利,但大之后,对制造装配使用上又有fumian影响,一般L/D为(18~20),但目前有加大的趋势。
其它螺距S,螺旋升角φ=πDtgφ,一般D=S,则φ=17°40′。
φ对塑化能力有影响,一般来说φ大一些则输送速度快一些,因此,物料形状不同,其φ也有变化。粉料可取φ=25°左右,圆柱料φ=17°左右,方块料φ=15°左右,但φ的不同,对加工而言,也比较困难,所以一般φ取17°40′。
棱宽e,对粘度小的物料而言,e尽量取大一些,太小易漏流,但太大会增加动力消耗,易过热,e=(0.08~0.12)D。
总而言之,在目前情况下,因缺乏必要的试验手段,对螺杆的设计并没有完整的设计手段。大部分都要根据不同的物料性质,凭经验制订参数以满足不同的需要,各厂大致都一样。
共混填充塑料中常用的是粉状碳酸钙、滑石粉、二氧化钛,一般的填充量为30%~60%,填充母料****多高达80%。由于粉状填料内含有大量空气,在螺杆的捏合区混合时空气会被分离出来,而致使物料逆向流入螺槽,影响粉料的正向输送,****终降低挤出量。 双螺杆挤出机的应用举例:玻纤增强、阻燃料造粒(如PA6、PA66、PET、PBT、PP、PC增强阻燃等);高填充料造粒(如PE、PP填充75% CaCO3。);热敏性物料造粒(如PVC、XLPE电缆料);浓色母粒(如填充50%色粉);防静电母粒、合金、着色、低填充共混造粒;电缆料造粒(如护套料、绝缘料);XLPE管材料造粒(如用于热水交联的母粒);热固性塑料混炼挤出(如酚醛树脂、环氧树脂、粉末涂料);热熔胶、PU反应挤出造粒(如EVA热熔胶、聚氨脂);K树脂、SBS脱挥造粒等。

东莞卓胜(图)-PET双螺杆挤出机-双螺杆挤出机由东莞市卓胜机械设备有限公司提供。东莞市卓胜机械设备有限公司(www.zhuoshengjx*)是从事“开炼机,流延机,造粒挤出机”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供****的产品和服务。欢迎来电咨询!联系人:李先生。
