
高密宏泰机床制造有限公司
大型数控落地镗铣床-数控落地镗铣床-宏泰机床
产品属性





落地镗铣加工和卧式铣床加工的区别
卧式铣床加工主轴与工作台平行,呈水平状态。为了适应铣削螺旋槽,铣床的纵向工作台可以在水平面上在45度范围内旋转。这种铣床称为万宏泰能卧式铣床,数控落地镗铣床型号,它不同于普通卧式铣床。
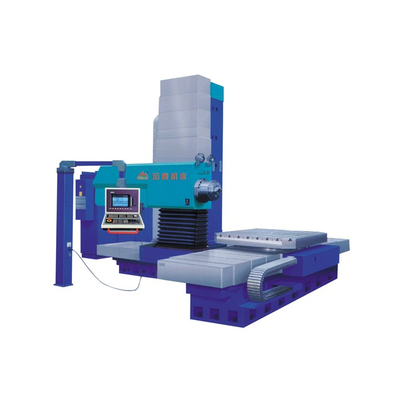
宏泰能卧式铣床由机体、悬臂、升降台、工作台、床身鞍座、主轴和底座组成。床身2固定在底座1上,用于安装和支撑机床的各个部件。床身上有主轴部件、主传动装置和速度控制机构。床身顶部的导轨上设有悬浮件3,可沿水平方向调整前后的位置,大型数控落地镗铣床,悬臂梁上的支架5用来支撑刀杆的悬挂端,****刀杆的刚性。主轴4为空心,前端为锥孔,与铣刀杆的锥柄相配合,带动安装在刀杆上的铣刀转动,完成切削加工。升降平台8安装在车床机体前侧的垂直导轨上,数控落地镗铣床,上下移动。升降平台上设有送料运动和快速移动传动装置和运行机构。升降平台的水平导轨上设有鞍座7,可沿轴线平行于主轴移动。工作台6安装在转盘9的导轨上,并且可以沿垂直轴移动。工件固定在工作台上,通过工作台、鞍座和升降平台,可在三个垂直方向上任意调节或进给。

落地式铣镗床技术特点
落地式铣镗床的发展以其新的设计理念*现代加工的潮流,以高速加工为理念的无镗轴滑枕式、多种铣头交换使用的结构型式尽显风采,大有替代传统铣削加工的趋势。以两坐标摆角铣头为代表的各种铣头附件成为实现高速、****复合加工的主要手段,其工艺性能更广,什么是数控落地镗铣床,功率更大,刚性更强,是落地铣镗床发展的一大突破。
由于落地式铣镗床以加工大型零件为主,铣削工艺范围广,尤其是大功率、*切削是落地铣镗床的一大加工优势,这也是落地铣镗床的传统工艺概念。而当代落地铣镗床的技术发展,正在改变传统的工艺概念与加工方法,高速加工的工艺概念正在替代传统的重切削概念,以高速、高精、****带来加工工艺方法的改变,从而也****了落地式铣镗床结构性改变和技术水平的****。

数控车床选取方法
(1)背吃刀量唧的选择。背吃刀量的选择要根据机床、夹具、月具和工件的刚度以及机床的功率来确定。在工艺系统允许的情况下,尽可能选取较大的背吃刀量。除留给以后工序的余量外,其余的粗加工余量尽可能一次切除,以使走刀次数****少。
通常在中等功率机床上,粗加工的背吃刀量为8—10mm(单边)。数控车床厂半精加工背吃刀量为0.5—5mm;精加工时背吃刀量为02-1.5mm。
(2)进给量,的确定。进给量是指在单位时间内刀具措进给方向的。数控车床厂移动的距离。确定进给速度的原则是:当工件的质量要求能够保证时,为****生产率,可选择较高的进给速度。数控车床厂切断、车削深孔或精车时,宜选择较低的进给速度。进给速度应与主轴转速和背吃刀量相适应。粗加工时,进给量,的选择受切削力的限制。
大型数控落地镗铣床-数控落地镗铣床-宏泰机床由高密宏泰机床制造有限公司提供。高密宏泰机床制造有限公司(www.htjc*)为客户提供“龙门刨铣磨床,龙门刨床,铣床,磨单臂刨床头,单臂刨铣床”等业务,公司拥有“宏泰机床”等品牌。专注于行业*设备等行业,在山东 潍坊 有较高*度。欢迎来电垂询,联系人:杜经理。