
西安迈特金属制造有限公司
郑州壳体压铸-壳体压铸-迈特压铸(****商家)
产品属性





为大家介绍一些****压铸件的缺陷产生的方法有:
1)1,****模温2,调整内浇道截面积或位置3,壳体压铸哪家好,壳体压铸调整内浇道速度及压力4,郑州壳体压铸,适当地选用涂料及调整用量

2)1,正确选用压铸模材料及热处理工艺2,浇注温度不宜过高尤其是高熔点合金3,模具预热要充分4,压铸模要定期或压铸一定次数后退火,打磨成型部分表面
3)1,壳体压铸,合金不宜过热2,****模具温度,降低浇注温度3,壳体压铸严格控制合金成分在允许的范围内
4)1,合金材料的配比要注意杂质含量不要超过起点要求2,调整好开模时间3,要使推杆受力均匀4,改变壁厚不均匀性

5)1,正确控制合金成分,在某些情况下:可在合金中加纯铝锭以降低合金中含镁量;或在合金中加铝硅中间合金以****硅含量2,****模具温度3,改变铸件结构4,调整抽芯机构或使推杆受力均匀
6)1,合金中加纯镁以降低铝硅含量2,模具温度要控制在要求的范围内壳体压铸3,改进铸件结构消除厚薄变化较大的截面4,调整好型芯和推,杆使之受力均衡

7)1,保证合金的化学成分合金元素取其下限:硅黄铜在配制时,硅和锌的含量不能同时取上限2,****模具温度3,适当控制调整开模时间

8)1,改变铸件结构消除金属积聚及截面变化大处2,壳体压铸在可能条件下降低浇注温度3,****压射比压4,适当****浇注系统,使压力更好的传递
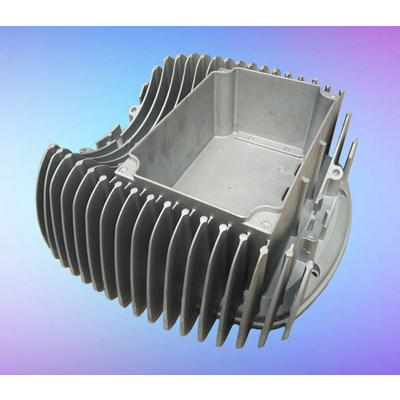
铝合金压铸件可以被制造为压铸汽车配件、压铸汽车发动机管件、压铸空调配件、压铸油机气缸缸盖、压铸气门摇臂、压铸气门支座、铸电力配件、压铸电机端盖、压铸壳体、压铸泵壳体、压铸建筑配件、压铸装饰配件、压铸护栏配件、压铸轮等等零件。壳体压铸随着国内制造装备业发展水平的不断****,压铸机的装备水平也显著****,可以制造的零件种类也在不断得到扩大,压铸出来的零件的精度、零件的复杂程度也得到了较大的提升。

铝合金压铸件擦伤问题是难以避免的。特征是顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,壳体压铸工厂电话,壳体压铸严重时成为拉伤面。

产生原因:
1、合金粘附模具。
2、铝合金中含铁量低于0.6%。
3、铸件顶出偏斜,或型芯轴线偏斜。
4、型芯、型壁有压伤痕。
5、型壁表面粗糙。
6、型芯、型壁的铸造斜度太小或出现倒斜度。
7、涂料常喷涂不到。

压铸模具是铸造液态模锻的一种方法,一种在*的压铸模锻机上完成的工艺。也是制造压铸的模具的工艺,大多数压铸铸件都是不含铁的,例如锌、壳体压铸铜、铝、镁、铅、锡以及铅锡合金以及它们的合金。常见的压铸合金:锌合金压铸和铝合金压铸

压铸模具表面温度的控制对生产高质量的压铸件来说,是非常重要的。在生产过程中顶出铸件变形,产生热压力、粘模、表面凹陷、内缩孔及热泡等缺陷。壳体压铸模温差异较大时,对生产周期中的变量,如填充时间、冷却时间及喷涂时间等产生不同程度的影响。

1.冷纹:主要是熔汤前端的温度太低,相叠时有痕迹.
2.裂痕:是因为收缩应力,壳体压铸顶出或整缘时受力裂开.
3.气孔:气孔是空气夹杂在熔汤中气体的来源,熔解时、在料管中、在模具中、离型剂.
4.空蚀:因压力突然减小,使熔汤中的气体忽然膨胀,壳体压铸冲击模具,造成模具损伤.
5. 缩孔:当金属由液态凝固为固态时所占的空间变小,若无金属补充便会形成缩孔.通常发生在较慢凝固处.

郑州壳体压铸-壳体压铸-迈特压铸(****商家)由西安迈特金属制造有限公司提供。郑州壳体压铸-壳体压铸-迈特压铸(****商家)是西安迈特金属制造有限公司(mtyazhu*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:袁先生。