
河北拓达防雷器材有限公司
铜编织线与铜绞线热熔焊接模具-拓达防雷器材(推荐商家)
产品属性
放热焊接工艺优点:
1.焊接点的载流能力(熔点)与导线的载流能力相等;
2.因为焊接点是焊接而成的,所以是的,不会老化,不会因松动或腐蚀造成高电阻;
3.焊接是一种的分子结合,不会松脱;
4.焊接点象铜一样不受腐蚀性产物的影响;
5.焊接点能经受反复多次的大浪涌(故障)电流而不退化;
6.焊接方法简单,培训容易;
7.供焊接用的材料很轻,设备轻便,携带方便;
8.进行焊接时,无需外接电源或热源;
9.从外观便能核查焊接的质量;
10.可用于焊接铜、铜合金、镀铜钢、各种合金钢包括不锈钢及高阻加热热源材料。
11、 熔接点的载流能力(熔点)与导体相同,铜编织线与铜绞线热熔焊接模具,具有良好的导电性能,经检测,焊接前后的直流电阻比率变化率接近与零。这是任何一种传统连接方式无法比拟的。
12、装备简单、轻便,火泥热熔焊接模具,携带方便,操作方便。与传统的机械连接工艺比较,放热焊接是*的分子焊接,导体不会被*并且没有接触面,热熔焊接模具的价格,导体交界面的整体有效性没有改变。






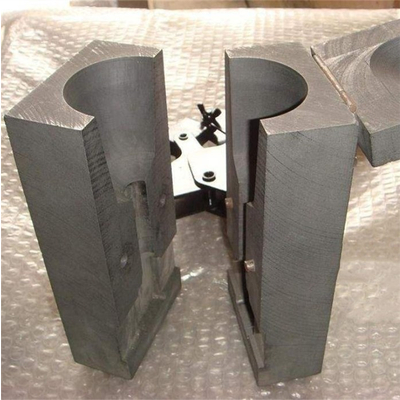
放热熔焊接模具是放热焊接技术中不可缺少的一部分,它是用于将防雷材料焊接成型的模具。放热熔焊接模具可用于焊接铜、铜合金、铜包钢、铜轨、铸铁、等各种合金钢包括不锈钢及高阻加热热源材料.在防雷接地中用于焊接圆钢与铜包钢绞线连接、铜包钢绞线与铜包钢绞线连接、铜包钢绞线与扁铁连接的焊接中。焊接铜包钢绞线和铜排就是用的放热熔焊接模具进行的焊接。放热焊接模具由高纯石墨制成,用于接地放热熔焊接的焊头成型。一个完整的模具由模具体、顶盖、铰链构成。 正常使用情况下,它可以被使用至少50-70个焊点。

操作程序1、把导体和熔模清除干净(如果潮湿还必须烘干),将导体置于模具下并作下接触试验。2、将要焊接的两种导体放入熔模,对应好位置。3、夹紧熔模,放下金属隔离片,封住流通口,不让反应前的熔焊剂流入型腔。4、把放热焊剂倒入熔炉种,热熔焊接模具,在模具口处撒一些初始引火粉,盖好模具顶盖。5、用点**点燃引火粉,熔焊剂在模具中作出安全的放热反应。6、热熔反应完成后,10-20秒,即可开启模具,用工具将导体取出,并去除熔渣。
铜编织线与铜绞线热熔焊接模具-拓达防雷器材(推荐商家)由河北拓达防雷器材有限公司提供。河北拓达防雷器材有限公司(www.hbtdflqc*)是河北 沧州 ,防雷避雷产品的*,多年来,公司贯彻执行科学管理、*发展、诚实守信的方针,满足客户需求。在拓达防雷器材*携全体员工热情欢迎各界人士垂询洽谈,共创拓达防雷器材更加美好的未来。
