
北京华凌安科技术有限公司
整机组装工艺-北京华凌安科技术-整机组装
产品属性





整机装配标准
术语和定义
本处给出的术语和定义适用于整个标准的所有章节,如果仅适用于某一篇章的术语,将在该章节的具体位置给出定义,以方便应用。3.1装配外观表面分级整机及部件的制造和装配过程中会影响到产品的表面外观质量,整机装配的表面外观分为2级:?? *表面:用户可以看到的表面,包括用户经常看到的表面,如设备的外表面;在产品正常使用状态下被看到的表面,如产品开启前门后,整机组装教程,能直接正视到的所有外部表面(但不包括门背面)。?? B级表面:在产品正常工作状态下不能被看到的表面。如产品内部或结构件的内表面等。对于*表面,是表面检验的重要区域。3.2产品装配等级?? *装配点:装配质量直接影响产品的功能实现、性能或*表面质量的装配。如有散热、屏蔽、密封、振动、电连接、*等要求的装配,面板、标牌等的装配,以及用户经常可以看到,或经常进行操作的零部件,都是*装配点。?? B级装配点: 无明确的配合精度要求,整机组装工艺,符合一般的加工质量即可,只有当装配连接失效后才会影响到产品功能实现及外观质量的装配。如机柜内部的走线,内部普通单板的紧固等就是B级装配点。

整机装配一般要求
任何装配件漏装、少装、多装、装错型号、装错位置以及装配不合格的物料都是不合格的。任何可见和可触摸感到的毛刺和锐利棱边都是不合格的。任何可见的锈蚀都是不合格的。表面外观缺陷限定要求由于在装配、运输的过程中会对产品表面外观造成一定的损伤,如划痕、汗迹、污物、凹坑等,对这些合格性判定和损伤的处理要符合DKBA0.400.0021的要求。整机装配中电阻、电容以及IC元件的装配要求在整机装配中进行电阻、电容以及IC元件的装配,要求同《PCBA检验标准》(Q/DKBA3200)的要求。装配中的修配在总装时,整机组装,不允许对电镀件、安装电路板的腔体等零部件进行调整性锉削、钻孔等操作,以免金属切屑落入设备内。对于外购件,必须有设计文件规定或工艺人员同意,才允许修锉等补充加工。

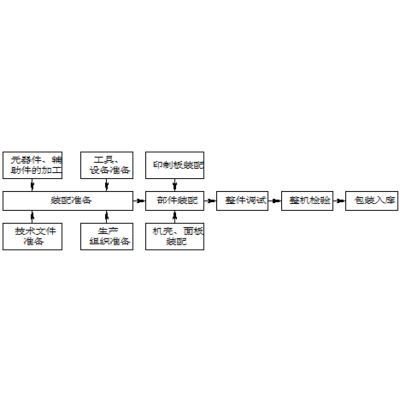
整机装配的特点及方法
组装方法
组装在生产过程中要占去大量时间,因为对于给定的应用和生产条件,必须研究几种可能的方案,并在其中选取方案。目前,电子设备的组装方法从组装原理上可以分为:
(1) 功能法。这种方法是将电子设备的一部分放在一个完整的结构部件内,该部件能完成变换或形成信号的局部任务(某种功能)。
(2) 组件法。这种方法是制造出一些外形尺寸和安装尺寸上都统一的部件,这时部件的功能完整退居次要地位。
(3) 功能组件法。这是兼顾功能法和组件法的特点,制造出既有功能完整性又有规范化的结构尺寸和组件。
整机组装工艺-北京华凌安科技术-整机组装由北京华凌安科技术有限公司提供。整机组装工艺-北京华凌安科技术-整机组装是北京华凌安科技术有限公司(www.bjhlak.cn)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:崔经理。
